如何用自己的双手制作电枢弯曲机?

钢筋弯曲是一种任何建筑都离不开的工作。弯曲的替代方法是切割和焊接钢筋。但是这种方法太长而且耗能。自从第一批钢筋发布以来,还制造了弯曲钢筋的机器。




折弯机的装置及用途
在最简单的情况下用于弯曲钢筋的机器包括一个外壳和一个工作机构。第一个用作第二个连接和旋转的基础。没有可靠的底座,您将无法高质量弯曲钢筋 - 必须牢固固定。 应该完全排除钢筋的移动(除了它向正确方向弯曲的那部分)。
最简单的自制手动折弯机至少有十几种不同的图纸——它们的不同之处在于设备工作部件的尺寸。
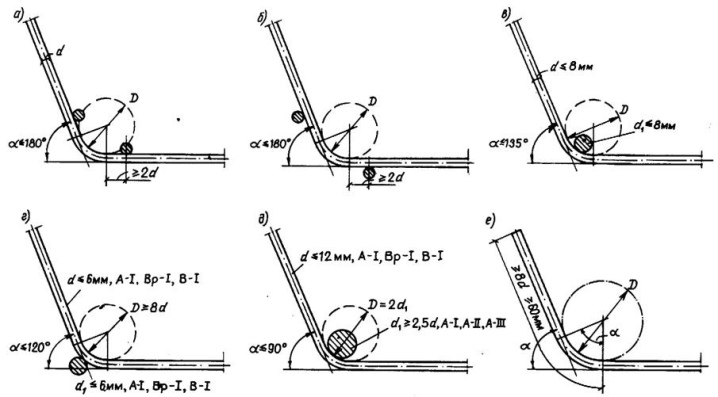
但是所有这些钢筋弯曲机都遵循一个共同的原则:钢筋不能以锐角急剧弯曲 - 无论钢筋本身有多粗或多细。 弯曲钢筋的基本规则是 弯曲部分的半径必须至少为杆本身直径的 10 倍且不超过 15 倍。 低估该指标可能会破坏钢筋,这将大大恶化由杆组装的框架的操作参数。相反,当被高估时,结构将没有足够的弹性。
准备材料和工具
在制作折弯机之前,请阅读可用的图纸或自己制作。钢筋的厚度及其数量作为初始数据很重要。超过现有钢筋弯曲力的设备的安全裕度,如果在投产时选择至少三倍大,并且您将钢筋弯曲给大量客户,或计划建设。

如果选择了图纸,则需要以下工具和夹具。
- 保加利亚语,带有一套切割和研磨盘。没有它,很难锯切大型型材和钢筋。
- 电钻和合适的高速钢钻头。
- 焊机和电极。
- 锤子、大锤、强力钳子、凿子(锉刀)、中心冲头和其他一些锁匠都离不开的工具。
- 工作台的副。由于结构强大,因此必须固定。




作为材料,您将需要:
- 角型材(25*25 毫米)60 厘米长;
- 钢筋(直径12-25毫米);
- 螺栓 2 * 5 cm,螺母(内径 20 mm),垫圈(可以使用 Grover)。



如果弯管器是基于其他设备(例如千斤顶)制造的,则必须使用这种设备。
您制造的设备重量超过一公斤。整个结构增加的重量和质量将提供弯曲钢筋所需的强度。


制造说明
您可以获得一个通用的钢筋弯曲机,它也可以用作弯管机。这样的设备将比简单的机器更有用,即使是用于空调“路线”的半英寸铜管也无法弯曲。


从千斤顶
准备千斤顶。您将需要一辆简单的汽车 - 它能够举起高达两吨的负载。 请执行下列操作。
- 从钢型材上剪下 5 厘米长的相等的部分。
- 选择一根直径至少为 12 毫米的钢筋。用研磨机或液压剪将其切成所需长度的碎片。
- 将钢筋的末端放置在角钢截面内并将它们焊接到角钢截面上。将型材零件相互连接。在这种情况下,宽度为 35 mm 的型材可以沿其整个平面连接,而 25 mm 的部分仅通过端边连接。
- 将生成的夹具相互焊接。你得到一个直接弯曲钢筋的装置,它起到一种楔子的作用。
- 在水平和垂直设置后,将生成的工作部分固定在千斤顶上。不完全对齐的设计将无法有效地工作。
- 做一个支撑的T形结构。它的高度应该是 40 厘米,宽度 - 30。
- 从拐角处剪下单独的部分,类似于管道。将它们焊接到框架上。使用它们来固定千斤顶。
- 从支撑框架的侧面,距工作(弯曲)角 4-5 厘米,焊接两块角型材。将环焊接到这些段上。
将千斤顶插入预定位置,将钢筋放在弯管机上并启动千斤顶。结果,靠在铰链上的钢筋将弯曲 90 度,获得所需的弯曲半径。

从角落
最简单的拐角钢筋弯头设计是通过以下方式进行的。
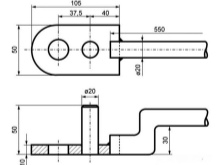
- 切割 20 * 20 或 30 * 30 35 cm 长且最长 1 m 的角块。 角度轮廓的厚度和尺寸取决于要弯曲的杆的最大直径。
- 到框架 - U 形型材的底部长达 1 m,焊接销.一块较厚的钢筋适合他。
- 切割一段合适直径的管子,使其自由地安装在焊接销上。 将较大的角焊接到其上 - 首先确保角和管道相互垂直。在管道焊接处的拐角处钻一个间隙 - 在其内径下方。
- 将管弯头放在销钉上,并标记小角的焊接位置。 用管子移除拐角,然后将第二块相同的拐角轮廓焊接到框架上。
- 将另一块钢筋焊接到可移动结构的末端,您将在工作时使用。 在上面放一个非金属手柄 - 例如,一根合适直径的塑料管。
- 将厚钢筋的腿焊接到框架上。
- 润滑摩擦表面 - 一根轴和一根带有油脂、石蜡或机油的管道——这将延长折弯机的使用寿命。组装结构。
电枢弯管机已准备好工作。例如,将其安装在一块大砖或石头上,使其在工作时不会移动。插入钢筋并尝试弯曲它。该设备必须弯曲高质量的钢筋。


从轴承
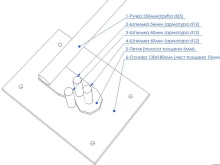
轴承电枢弯管器由轴承(您可以带磨损的)和3 * 2厘米轮廓的零件和内径为0.5英寸的管道制成。 要组装这样的结构,请执行以下操作。
- 切割 4 * 4 厘米的型材管 - 你需要一根 30-35 厘米长的管子。
- 在为组装结构的手柄截取的一块轮廓中,钻几个直径为 12 毫米的孔。将 12 毫米螺栓插入其中。
- 在反面安装螺母。将它们焊接到型材上。
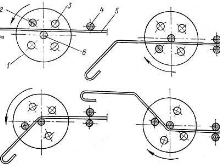
- 从 3 * 2 厘米轮廓的一端,穿过轴承衬套下方的小切口。煮她。它应该是平的,就像自行车车轮的轮毂一样。
- 在一块 4 * 4 厘米的型材上,剪裁以固定袖子。作为固定部件,使用减震杆。
- 将杠杆焊接到型材结构上。它的底座是一根 05 英寸的管子。
- 切割一块 32 * 32 毫米的角 - 至少 25 厘米长。将其焊接到一个方形轮廓上,留出 1.5 厘米的余量。插入一条钢带的支撑。
- 使用几块板和一块螺柱来制作一个可移动的挡块。
- 将杠杆焊接到支撑结构上。安装轴承并组装设备。
钢筋弯曲机已准备就绪。插入一根直径最大为 12 毫米的杆并尝试弯曲它。不要立即插入您拥有的最粗的杆。



从枢纽
轮毂弯管器类似于轴承弯管器。作为成品结构,您可以使用旧车的轮毂和底座,只剩下底盘和车身的支撑结构。轮毂用于(带或不带轴承)和来自摩托车、踏板车、踏板车。对于直径为 3-5 毫米的细杆(它们通常在生产时没有带棱纹的表面),甚至使用自行车轮毂。

所有轴承都可以安装 - 即使保持架破损.球是整体使用的。轮毂的表面应该非常光滑,具有 100% 的圆形截面,很容易用千分尺检查。擦除(尤其是一侧磨损)的球使结构从一侧“行走”到另一侧。这里原始分离器的作用是由相应直径的一小段管道来扮演的。
球和支撑它们的管件都是根据弯曲钢筋的直径计算的:基本规则“12.5杆直径”没有被取消。但最好的效果和耐用性仍将由带有铠装分离器的新轴承提供。在弯角机中,通常将一半的轮毂用作参考(径向)销。


有帮助的提示
不要试图通过踩踏而徒手弯曲钢筋。即使是细针,您也至少需要一个安装在工作台上的虎钳和一把锤子。拒绝使用固定装置和加固机器充满了受伤的高风险——在某些情况下,这些“胆大的人”受了重伤,然后被救护车带走。不要用急促的动作弯曲钢筋。
过程必须顺利: 钢,无论多么具有延展性,都会在弯角外侧承受张力,而在内侧承受压力。抽搐,棒材弯曲太快违反了冷弯技术。 棒加热,在弯曲处产生额外的微裂纹。从一个混蛋中,材料会变弱甚至破裂。
不要在弯曲处归档钢筋。这种情况下的破损是有保证的。热弯也会显着削弱钢材。
弯头应该是光滑的,而不是多边形和“褶皱”,就像在使用气焊或喷灯在弯头处加热的加热和水管中一样。不要试图以任何方式加热弯曲的杆 - 在烧烤、火、燃气燃烧器上、将电炉靠在热的加热元件上等。即使是倒开水也是不允许的 - 杆必须是相同的温度作为周围的空气。
如果您没有机会弯曲杆,请以直角或其他角度切割并焊接两端的两个零件。 在持续冲击拉伸载荷的地方(地基、地板间天花板、围栏)简单地捆绑这些部件是不可接受的 - 结构将在几年内分层,该结构将被视为紧急情况,对人们生活(或工作)有危险) 在里面。不要使用不是为所需厚度的钢筋设计的钢筋弯曲机。 机器最多会弯曲 - 最坏的情况是活动部件会断裂,并且您会因对机器施加过大的力而受伤或跌倒。
如果钢筋机器装配在螺栓连接上 - 确保螺栓、螺母、垫圈以及角、杆、型材由优质钢制成。 通常,建筑商店和大卖场出售由廉价合金制成的紧固件,其中钢被铝和其他降低其性能的添加剂稀释。经常遇到劣质螺栓、螺母、垫圈、螺柱。更仔细地检查它们。 最好多付一点钱,但要获得优质的合金钢或不锈钢螺栓,而不是使用“橡皮泥”钢制成的螺栓,因为任何实际的努力都容易变形。
例如,这种劣质钢用于制造六角扳手、螺丝刀。


避免使用“消费品”中的紧固件 - 例如,它们适用于固定屋顶铁和塑料板,一旦拧到梁上并放在它们上面。但这种螺栓不适用于需要恒定冲击载荷的场合。
不要使用用于安装石膏板天花板和壁板的薄壁型材来制造弯管机。 他们甚至不能弯曲 3 毫米的杆——角本身变形,而不是弯曲的钢筋。即使是这样的几个角,一个嵌套在另一个内部,也会使设计非常有问题;用这种可疑的设备弯曲是不可接受的。使用正常厚度的型材 - 使用与杆本身相同的钢材。理想情况下,如果设备框架有一块导轨。但这是罕见的。
一个制作精良的电枢弯曲机将很快收回成本。它的第一个目的是制造用于私人住宅和附属建筑地基的框架,作为栅栏的栅栏。如果您也是一位经验丰富的焊工,那么您将开始弯曲配件以订购,以及从中烹饪门、格栅、栅栏部分,那么这样的设备将为您带来一些收益。
如何用自己的双手制作折弯机,见下文。













评论发送成功。