我们用自己的双手用千斤顶制作压力机

由千斤顶制成的液压机不仅是任何生产中使用的强大工具,而且是车库或家庭工匠的明智选择,他们迫切需要一种工具,可以让您在有限的小空间内产生多吨压力。 例如,该装置将有助于将可燃废物压块以在熔炉中燃烧。



杰克的选择
液压机通常是在玻璃或瓶型液压千斤顶的基础上制造的。 仅在纯粹基于力学工作的设计中使用齿条螺钉是合理的,其缺点是损失不是主人施加的 5% 的努力,而是更多,例如 25%。 使用机械千斤顶并不总是一个合理的解决方案:同样的成功,它可以被替换,例如,垂直安装的大型台虎钳。
起重20吨左右的机型,最好选用液压式千斤顶。许多用这种千斤顶自己制造压力机的家庭工匠带着安全边际(起重能力)接受它:模型经常落到他们手中,这足以举起不是乘用车,而是卡车或拖车,因为例如,来自斯堪尼亚或 KamAZ “。
这样的决定值得称道:使用最强大的千斤顶是一项有利可图的业务,并且由于其负载能力,它不会使用 10 年,而是使用自制液压机所有者的余生。这意味着负载大约是允许负载的三倍。该产品会磨损得更慢。



大多数中档液压千斤顶 - 单容器,单茎。 除了简单性和可靠性之外,它们还具有至少 90% 的效率:液压系统传递力的损失很小。流体,例如齿轮油或机油,几乎不可能被压缩,并且具有一定的弹性,通常至少保留其体积的 99%。由于这一特性,发动机油将力传递到杆上,几乎“完好无损”。
以偏心轮、轴承、杠杆为基础的机械不能像用作传动材料的液体那样产生如此小的损失.对于或多或少的认真努力,建议购买产生至少 10 吨压力的千斤顶 - 这将是最有效的。不建议使用功能较弱的千斤顶,如果它们在最近的汽车商店的分类中 - 重量储备(就压力而言)很小。


工具和材料
确保您有未来安装的图纸:互联网上有很多现成的开发。 尽管有多种型号的千斤顶彼此不同,但请选择具有大“腿”的千斤顶 - 一个用于搁在地面上的平台。设计上的差异,例如,较小的“腿”(“瓶底”,底部很宽)是由于营销技巧:不要吝啬设计。如果一个未成功选择的模型在帮助开发的最大努力时刻突然损坏,那么您不仅会失去主执行器,而且还可能受伤。
对于框架的制造,您需要一个足够功率的通道 - 壁厚优选至少为8mm。 如果您采用壁薄的工件,则它可能会弯曲或爆裂。不要忘记:制造水管、浴缸和其他管道的普通钢材在用强力大锤敲击时非常脆:它不仅会因过电压而弯曲,而且还会爆裂,从而导致主人受伤。
对于整个框架的制造,建议采用四米长的通道:在技术过程的第一阶段,它将被锯开。



最后,返回机构将需要足够强大的弹簧。当然,火车车厢用的弹簧是没用的,但也不能太细太小。当千斤顶施加的力“消失”时,拿起那些有足够力将装置的压(可移动)平台拉到其原始位置的那些。
使用以下物品补充您的消耗品:
- 厚壁专业管;
- 角落5 * 5 cm,钢厚度为4.5 ... 5 mm;
- 厚度为10毫米或以上的带钢(扁棒);
- 一根长达 15 厘米的管道 - 它必须包括千斤顶杆;
- 钢板 10 毫米,尺寸 - 25 * 10 厘米。



作为工具:
- 一个焊接逆变器和电极,其引脚横截面约为 4 毫米(必须保持高达 300 安培的最大工作电流 - 留有余量,以便设备本身不会烧坏);
- 带有一组用于钢的厚壁切割盘的磨床(您也可以使用金刚石涂层的盘);
- 标尺-gon(直角);
- 标尺 - “轮盘赌”(建筑);
- 液位计(至少 - 气泡水位计);
- 金属虎钳(最好在成熟的工作台上进行工作),强力夹具(推荐那些已经“锐化”以保持直角的夹具)。
不要忘记检查防护设备的适用性 - 焊接头盔、护目镜、呼吸器以及粗厚织物制成的手套是否适合工作。


制造技术
千斤顶的自己动手压机是在车库或车间制造的。与工业同类产品相比,您决定制造的液压机相对较小且简单。
对电焊设备有一定的操作技能,焊接框架和往复重点就不难了。 要制造一台出色的液压机,您必须经历几个连续的阶段。



框架总成
按照以下步骤组装框架。
- 参照图纸,将槽钢、波纹管和角部厚壁型材标记并锯成空白。 把盘子也剪下来(如果你还没有准备好的话)。
- 组装底座:使用双面缝方法焊接所需的毛坯。 所谓的固结深度(penetration)。对于 4 mm 焊条,“熔池”(钢水区)不超过 4-5 mm,还需要从对面进行穿透。从哪一侧烹饪 - 它没有任何作用,主要是工件被牢固地固定,定位,最初固定。焊接分两个阶段进行:首先,进行定位,然后应用主要部分的焊缝。如果你不抓住它,那么组装的结构将导致侧面,因此弯曲的组件将不得不在穿透的地方被锯开,平整(研磨)并再次焊接。不要犯致命的构建错误。
- 组装好底座后,焊接床身的侧壁和上横杆。 在组装过程中,每道缝后,大头钉控制垂直度。焊接前的零件修整是端到端进行的。作为焊接的替代方法 - 螺栓和螺母、压紧垫圈和锁紧垫圈,尺寸至少为 M-18。
- 使用专业管道或通道的一部分制作可移动的杆。 将一根管子焊接到移动止动件的中心,将其插入其中。
- 为防止阀杆跑偏,应在带钢的基础上为其制作导向件。 导轨的长度和主体的外部长度相等。将导轨连接到可移动挡块的侧面。
- 做一个可移动的停止。 在围栏栏杆上开孔以调整工作区域的高度。然后安装弹簧和千斤顶本身。
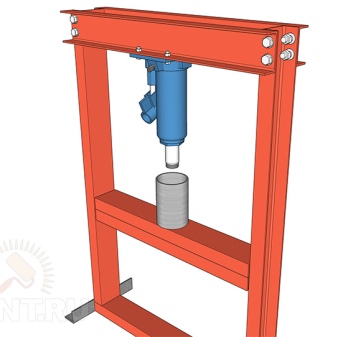
液压千斤顶并不总是倒置工作。然后千斤顶固定在上横梁上不动,下横梁作为被加工工件的支撑。为了使压力机以这种方式工作,有必要为它重新制作千斤顶。



杰克改造
液压系统的修改按以下方式进行。
- 安装0.3L膨胀容器 - 千斤顶的填充通道使用简单的透明软管连接。它用夹子固定。
- 如果前一种方法不适用,则通过排油和泵送其主液压单元来拆卸千斤顶。 拆下夹紧螺母,用橡皮锤摆动外容器并将其拆下。由于容器未完全装满,因此在倒置时,它会失去油流。为了消除这个原因,请安装一根占据整个玻璃长度的管子。
- 如果由于某种原因此方法不适合您,请在印刷机上安装一个附加横梁.它的要求是沿着导轨滑动并具有对接端着陆,以便当压力增加时,千斤顶将留在其工作场所。将其翻转并用 M-10 螺栓将其固定到机架上。
增压后,下压力将使得千斤顶不会飞走。

创建压力垫
顶杆没有足够的横截面。 他将需要更大面积的压力垫。如果不提供这一点,那么处理大型零件将变得困难。顶部压力块能够通过多件式紧固件固定在阀杆上。实际上,在这部分切了一个盲孔,同一根杆将以一个小间隙进入。在这里,弹簧被钩住用于单独切割的孔。两个平台均由通道或四角坯料的部分切割和组装而成,形成一个具有开口边的矩形盒子。
使用两侧的连续焊缝进行焊接。使用方形切割焊接一个开放面。 盒子内部浇筑混凝土 M-500.当混凝土硬化时,零件在另一侧被焊接,从而形成一对不可变形的夹紧零件。为了将所得结构安装在千斤顶上,将一根管子焊接在其杆下方的顶部。为了使后者更可靠地固定在那里,在制成的玻璃底部固定了一个在阀杆中心下方有孔的垫圈。在这种情况下,下方的平台安装在可调节横杆上。 最好的选择是在不允许压力垫移动到侧面的两个有角度的部件或光滑杆的部件上进行焊接。



可调支撑梁
下部横杆与上部横杆没有显着差异 - 截面尺寸相同。 区别仅在于设计。为此,您需要建立一个支持平台。它由一对通道部分制成,带棱纹的一面朝外。这些侧面连接在挡块的两侧,并在角落或加强垫片的帮助下焊接在中心。一个空置区域沿着横梁的中心区域延伸 - 这就是为什么需要从下方制作支撑块的原因。反过来,她将靠在一个等于每个架子一半宽度的空间上。位移支撑通过焊接连接在下部工件的中心部分。
然而,可调节的横杆可以用强大的光滑杆固定。要实施这种紧固方法,请在机器的垂直通道部件上切出多个凹槽,这些凹槽彼此相邻。 它们应该彼此平行。
被锯成垫片的杆的直径至少为 18 毫米 - 该部分为机器的这一部分设定了可接受的安全范围。


退货机制
为了使复位弹簧正常工作,如果可能,将它们的数量增加到六个 - 它们将应对最近浇注混凝土的上压力平台的沉重重量。理想的选择是使用弹簧来返回门的移动部分(门)。
如果缺少上块,将弹簧固定在千斤顶杆上。这种紧固是使用内径小于杆本身横截面的厚垫圈来实现的。您可以使用位于该垫圈边缘的孔来固定弹簧。它们固定在焊接钩上的上横杆上。不需要弹簧的垂直位置。如果它们被证明是长的,那么通过将它们放置在一定角度下,而不是严格地笔直,就可以消除这个缺陷。


其他设置
当千斤顶将阀杆延伸较短的距离时,自制的车库迷你压机也可以工作,效率不低。 杆的行程越短,待加工的零件被压入固定区域(砧座)的速度就越快。
- 在砧座上安装一块矩形或方形专业管。 没有必要将其“紧密”焊接到那里 - 您也可以对站点进行可移动的增量。
- 第二种方式如下.在印刷机上放置一个高度可调的底部支撑。它必须通过螺栓连接固定在侧壁上。在侧壁上为这些螺栓打孔。他们的位置的高度是根据任务选择的。
- 最后,为了不重做印刷机,使用可互换的印版, 起到附加钢垫片的作用。
最终确定机器的最后一个选项是最具成本效益和多功能的。


如何用自己的双手从千斤顶制作压力机,请参阅以下视频。













评论发送成功。