所有关于文件

尽管出现了大量的电动工具,但有些手动工具是无法替代的。文件是可用于各种工作的这些设备之一。 由于分类是根据各种标准进行的,因此选择合适的选项会出现许多困难。


这是什么?
锉刀是一种手工工具,主要目的是逐渐去除材料。每年都会有越来越多的版本,有些适用于金属,有些适用于较软的材料。
大量切削刃的布置允许磨削。 同样,您可以执行以下操作。
- 将产品调整到某些参数。 它们可以称为尺寸、形状以及表面粗糙度的类别。应该记住,使用锉刀只能去除几毫米的材料。
- 扩大内孔的直径。 此过程类似于钻孔,只能在圆形工作表面上进行。
- 缩短部分。 端面常用锉刀加工,改变长度。



主体由特硬钢制成。这决定了工作面比工作面硬。
有问题的工具是根据 GOST 生产的。如果不符合规定的要求,使用寿命会减少数倍。
现代文件是必须满足所有要求的复杂工具。 它们是:
- 切削刃应由合金制成,即使在高湿度下也不会生锈;
- 根据要加工的工件选择硬度指标;
- 工具必须舒适,握在手中,否则将难以定性地进行工作;
- 工作部分必须有精确的尺寸,不允许有缺陷。



文件也可用作电动工具的附件。它们的不同之处在于没有手柄,而是制造了一个特殊的柄来提供所需的连接可靠性。
材料
所有类型的文件都可以归因于切割工具,其特点是存在手柄和工作部件。操作时的接触部分通常由钢制成。 工具钢是应用最广泛的。
- 标记 13X 和 SHKH15。 合金化增加了金属的基本性能,例如强度。合金化还可以提高金属对高湿度的抵抗力。
- U13A 和 U10A 被认为是改进的非合金合金。它们的性能不如合金合金,但便宜得多。
表面经过硬化处理。这样做是为了将硬度增加到 58 HRC。在制造用于加工木材或塑料的工具时,使用较少的硬质合金。


应特别注意手柄。 它也可以由各种材料制成。
- 便宜的报价由塑料制成。 它的特点是强度低,但同时它很轻,对高湿度或温度变化没有反应。缺点是使用这样的手柄将无法传递工作部分的大量力。

- 木材已使用多年。 它具有足够的强度,但由于环境影响,它会随着时间的推移而失去其特性。最近,木柄极为罕见。

- 金属手柄是最坚固耐用的,可以用来传递更多的力。缺点与工具的重量和成本增加有关。

决定文件使用寿命的是所用材料的种类,尤其是存放条件等一些方面。不建议购买不考虑 GOST 标准生产的廉价产品。
种类
可以根据大量的特征对文件进行分类。最重要的特征是缺口的类型。这个时刻决定了可以进行什么样的工作,如何从表面去除层。在文件工具的制造中,它们以 GOST 1465-59 为指导。 缺口的类型允许您解决一定范围的任务,有几种选择:
- 简单的;
- 横向或双缺口;
- 锉刀或点;
- 弧。
凹口的类型很难从视觉上区分出来,但是,您可以根据制造商的描述或应用的标记准确地确定类型。有些品种是为特定任务而设计的。


另一个分类涉及尺寸。 根据 GOST 1465-59,区分了 6 个数字。
- 大的编号为 0 和 1 用于粗糙表面处理。如果使用得当,一次可以去除最多 0.1 毫米的一层。不能用于精密加工。不小心处理工具会导致牙齿从表面脱落。
- 使用带有槽口 2 和 3 的工具时 可以达到更高的精度。一次去除多达 0.06 毫米。不能达到高级别的粗糙度。
- 使用带有凹口 4 和 5 的刀具进行精加工。 此选项适用于精加工表面粗糙度,但不适用于改变产品的尺寸。
以上信息表明可以使用文件执行多种工作。该工具朴实无华,但必须根据任务正确选择。



带单槽口
带有单个缺口的最简单选项。加工软金属和塑料的过程的一个特点是快速填充切割元件之间的空间。清理凹槽非常困难。
它是一个单一的缺口,可以让您长时间工作。 同时,清洁表面也没有严重的困难。
工作部分通常由较软的廉价金属制成。

有横截面
双切割设计在加工铸铁或青铜等硬质合金时非常有效。这种尖端布置确保了高生产率。
由硬质金属形成的碎屑不会堵塞犁沟。 因此,可以长时间进行表面切割。

点缺口
这个选项总是很大。大槽口可让您使用橡胶、木材、皮革和其他类似材料。
值得考虑的是 随着切削刃尺寸的增加,加工表面的质量显着降低。
此选项不适用于光滑的表面处理。

类型
工具的分类可以根据多种标准进行。 金属文件分为几种类型。
- 混蛋。 每 10 毫米的工作表面大约有 5-12 个凹口。使用此选项时的粗糙表面非常高。然而,随着牙齿尺寸的增加,更多的材料会在一次通过中被去除。

- 个人的。 这种变体也具有罕见的齿和大凹口排列,适用于产品的快速加工,改变形状和尺寸。齿数达到25个。

- 天鹅绒。 此类的特点是每 10 毫米大约有 80 颗牙齿。使用时需要小心,用力过猛会损坏工具。

通常,表面处理分几个阶段进行。首先,使用带有大牙齿的选项,然后使用小牙齿。品牌通常不仅表明制造工作部件时使用的材料类型,还表明其形状。
最广泛的矫直选项。 它们更便宜,适合大多数工作。
小工具精度等级大,但加工大零件需要很长时间。


也可以根据工作部分的形状进行分类——例如,方形和校准,菱形。 在一个单独的组中,我们包括设计用于处理类似表面的螺纹。半圆形的看起来有些不寻常;它是用来从内孔中去除金属的。有斗篷和气动版,最常在工厂使用,薄的适合去除一小层金属。

一般的
这种类型的文件是使用最广泛的。 它的长度约为 50 厘米,当您需要去除最多 1 毫米的金属时,它是有效的。
形式可能会有很大差异。平面选项适用于从平面去除金属,三面选项用于处理内部凹槽。


特别的
有些零件的角度和坡度复杂,表面呈锯齿状。 一个不寻常的工作部件允许您从凹槽和凹槽的表面去除金属。
混蛋工具配备了最大的牙齿。低精度决定了在工作的初始阶段使用文件的可能性。


文件
最小的文件称为针文件。它们小巧而精确,适用于改变尺寸或表面粗糙度。
在针锉的制造中,使用钢级 U12 或 U12A。 由于额外的热处理,硬度指数达到了 60 HRC。工作表面的形状明显不同,根据任务进行选择。

锉刀
在处理软金属(例如铝)时,锉刀被广泛使用。 工作杆为U7A或U10A合金铸件,表面硬度不大于40HRC。 标准长度 - 不超过 35 厘米。
锉刀有各种形状。扁平型可能有一个尖锐或钝的尖端;圆形和半圆形变体可以包含在一个单独的组中。

形式
另一个同样重要的分类涉及工作表面的形状。根据加工产品的特性来选择。 区分以下品种。
- 平坦的 使用最广泛,因为它们设计用于处理普通表面,例如瓷砖。

- 圆形的 适用于加工内孔。工作部分以杆的形式制成,从端面逐渐变细。

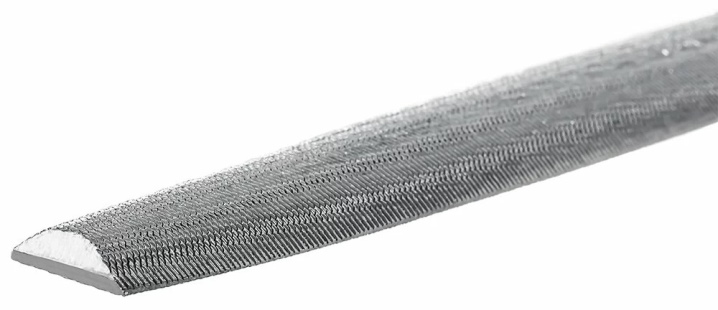
- 半圆形 可以称得上是最普遍的offer了。
- 三面体 用于处理凹槽和边缘。生成的边缘具有处理表面的齿。

- 正方形 允许您施加更大的力,因为工作部件即使在长期工作期间也能保持所需的刚度。

- 特别的 为加工某些产品而生产的,可能有特定的工作部分。

- 钢锯 可用于锐化产品。

- 菱形 设计用于处理复杂的面孔。

形状决定了可以加工的表面。
目的
工具的分类是根据其用途进行的。 有几种不同的修改。
- 金属版本是最广泛使用的。尽管电动工具出现了,但精加工通常只能用锉刀完成。
- 木锉也有售。它们可用于改变产品的形状和尺寸,它们的特点是工作表面硬度低。
- 塑料的选择很便宜,切削刃的硬度不超过 30 HRC。
- 锯切铸铁的工具增加了硬度。这是因为这种合金难以加工。
- 陶瓷锉刀最近很常见。陶瓷产品的特点是表面硬度高,因此只能使用专用工具进行加工。
- 文件很少用于锐化,但仍然可以进行此类工作。
- 钻头或螺丝刀的喷嘴。为了提高劳动效率,它可以部分自动化。特殊喷嘴有一定的安装。
每种类型都应仅用于其预期目的。否则,工具很快磨损,目标将难以实现。例如,对于铲子的加工,您不需要使用专为处理陶瓷产品而设计的选件。


硬度
硬度指数很大程度上取决于所用材料的类型。同时,额外的热处理可以显着提高该指数。显示洛氏硬度。必须正确选择锉刀,不仅在大小、形状上,而且在硬度方面。 基本建议。
- 为了增加硬度,进行了热处理,这大大增加了产品的成本。
- 硬度过低会导致工作表面快速磨损。
- 根据将要处理的材料选择硬度。对于橡胶、塑料和木材,该指标可不高于 40 HRC。对于铸铁或硬化钢,表面硬度约为 60 HRC 的工具是合适的。
该指标在标签上注明。应按照建议进行硬化,因为这样的程序会导致脆性增加。

制造商
选择时的一个重要因素也是哪家公司生产该工具。 通常,外国公司的报价更受欢迎。但是,它们要贵得多。
俄罗斯产的工具更便宜。 由 Santool 和 Intek、PJSC Metalist 制造。 无论如何,在选择文件时,应注意确保其符合 GOST 标准。
文件可以被认为是几乎不可或缺的工具。 但是,以上信息表明您需要购买整套。这是由于缺乏通用的解决方案。购买工具后,还应考虑保养建议,因为如果不遵循它们,经过几个处理周期后,您将不得不购买新工具。














评论发送成功。