如何焊接聚乙烯?

连接聚乙烯的最著名的方法之一是焊接。这种方法是最有效和流行的。由于聚乙烯在温度的影响下能够将其状态从固态变为液态(热塑性)以及材料的强度,因此可以进行焊接。片状聚乙烯(有时称为玻璃纸,这是错误的)的焊接以 90° 角或端对端进行。


方法
聚乙烯的各个元件的连接是通过将它们加热到平行压缩的熔点来实现的。这些层被焊接,形成焊缝。 冷却后,形成牢固的一体式连接。
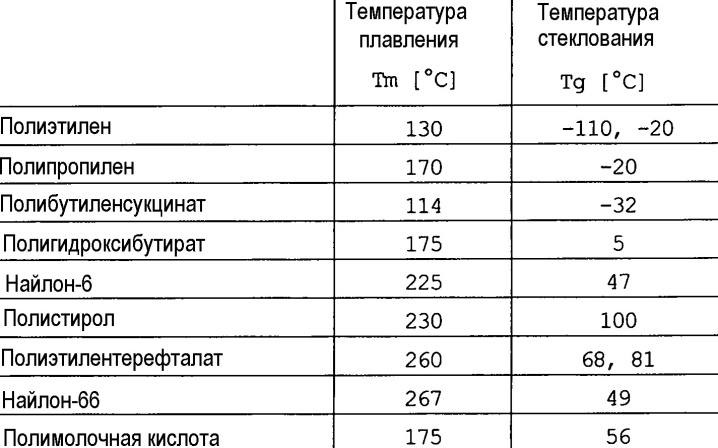
重要的是要知道!聚乙烯的熔点取决于其厚度(从 30 到 200 微米)。
在家里焊接薄膜时,需要遵守技术制度。获得可靠的接缝非常容易。 进行焊接工作时,必须遵守以下要求:
- 只应加入技术参数相同的材料,其化学成分不应有差异;
- 必须清除表面的污垢和杂质;
- 正确选择温度模式:温度不够高会焊接强度低的材料;太高 - 使关节变形。


不在相同的边缘上进行重新焊接。为了进一步的工作,他们被削减了。在开始该过程之前,需要组织工作场所和材料。
为了使焊缝尽可能均匀和不显眼,您需要认真对待问题并选择一种对您来说更舒适且价格合理的焊接方法。
有最流行的焊接聚乙烯的方法。

扩散焊
这是连接聚丙烯片材的一种特别有效的方法。 这种方法是在专门配备的焊接设备上进行的。 通过在单元上放置 2 个碎片并固定它们来进行聚丙烯片材的焊接。床单的末端将压在电加热器上。为了获得良好的效果,床单需要长时间加热。达到最佳温度后,用固定剂压下片材。
通过焊接设备形成的接缝将非常牢固和可靠。



这种方法的一个重要条件是房间内气团的纯度和低湿度。
这种方法适用于任何宽度的片材,并允许您将聚丙烯片材连接成卷。 对于大体积,扩散键合将是必不可少的。

用挤出机焊接
焊接片状聚乙烯的挤出方法是基于在压力下将熔融聚合物填充材料(用于焊接的聚丙烯圆形 4 mm 棒)供应到焊接区域。 这种方法意味着存在特殊工具:挤出机。 该设备配备了各种喷嘴,可以焊接非常复杂和庞大的结构。好消息是该设备很小。挤出机配备了自动供应热空气,可以软化板材并防止焊接过程中出现任何缺陷。这种方法意味着工作效率,因为由于高温(约 270°C),材料内层可能会变形。


使用该技术,不需要专门的房间,由于设备紧凑,焊接直接在工作场所进行。
在焊接单元之后,通过挤出机制成的接缝被认为强度为 2。 这种方法的缺点是需要结合相同结构、等级的聚丙烯,否则接头会变得脆弱和不均匀。


接触焊接
这种方法是最简单、最经济的方法之一,它有助于获得高质量的接头。 其原理是将连接的聚乙烯片重叠并通过热空气流或热楔加热至熔点。 热空气必须加热到聚乙烯开始熔化的既定值。然后通过特殊的压力辊将薄膜片材连接在一起。
热楔的类似操作原理 - 加热元件。 由于薄膜的接触焊接,形成了焊缝,获得了基材强度的 80-90%。因此,使用这种技术,您将获得坚固的单缝或双缝。

还使用了类似于建筑物吹风机的设备。它用热空气加热薄膜并将其熔化。
该设备重量轻且功能强大。它易于携带,可以在各种条件下使用。


用烙铁焊接薄膜
在家里,为了焊接聚乙烯的小碎片,你可以用烙铁焊接薄膜。 传统的 40-60 W 家用加热设备,在升级尖端后,可用于焊接聚乙烯。 刺通常用铝或铜棒代替。接触区很小:最大 2 毫米。当有边缘的倒圆半径时很方便,因为确保了工具的测量移动。

锋利的尖端使焊接过程更容易:材料的焊接和边缘的修整同时进行。 完成的烙铁头用螺丝固定在烙铁上。有时,为了可靠性,刺的末端不是圆形的,而是扁平的,然后安装在切口中。小批量的五金件包装时使用自制的焊接设备,造成非标准包装。有了它,很容易为遥控器制作外壳,为设备制作外壳。
用普通的尖端焊接薄膜碎片是不舒服的,因为一个非常大的接触区域会形成一个不准确的接头,并且会下垂。

有加热聚乙烯粘连,大量烧伤,连接可靠性得不到保证。
刺痛的一个简单版本是 2-3 毫米厚的铝板或铜板。 一端固定在烙铁中,另一端磨圆并磨尖。它以 35-45° 的角度压在薄膜上。可以使用烧坏设备代替烙铁。它是根据相同的原理创建的。

设备
国内工业生产用于焊接聚乙烯的专用设备。 其中最容易使用的是 PP-40 电气设备。 它非常类似于烙铁,只是它的尖端看起来有点不同:它隐约像一匹奔跑的马。借助该设备,可以在任何直接或困难的轮廓上进行高质量的焊接。
有用于焊接接头的单元,长度为 500 至 1000 毫米。 该设备已用于密封装满产品和件商品的袋子。有工业设备能够焊接 1100 到 2500 毫米长的接缝。所有焊接单元的特点是设计简单、操作可靠、焊缝牢固。

也可以在家焊接薄膜,可以使用专门的喷嘴,固定在电熨斗上。
该元件由铝板制成。 喷嘴的底部是直的,底部有肋条,这是基本元件。 使用此工具,您将拥有 2 个相互平行的焊接条。
喷嘴固定在电熨斗的底部,特殊的花瓣在设备底部弯曲一个。喷嘴的边缘固定在铺设纸上的薄膜边缘的边界处,之后设备必须在界面上缓慢而轻轻地移动。结果是双缝。

工作阶段
薄膜焊接包括以下步骤:
- 准备焊接元件的表面
- 焊接区域的加热;
- 元件焊接;
- 焊缝冷却(焊接元件处于压力下);
- 释放焊接元件的压力;
- 焊缝处理。

质量控制
焊接质量控制包括:
- 组织控制;
- 焊接活动期间的操作控制;
- 焊接接头的短期强度测试;
- 检查焊接接头和涂层的完整性。
焊接必须由完成建筑行业塑料焊工培训课程并持有相应证书的人员进行。


如何焊接薄膜,见下文。













评论发送成功。