关于氩焊丝

对于任何焊工来说,了解有关氩焊焊丝的所有信息与选择电极、类型和电流特性的能力一样重要。这条线的选择也并不像看起来那么简单。是的,如果使用不当,它的使用可能会带来许多陷阱。

特点
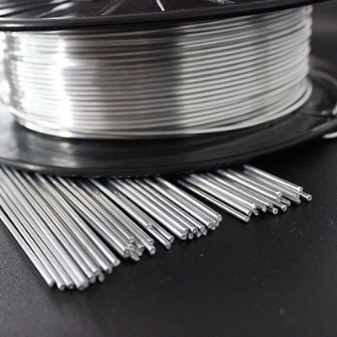
氩焊用焊丝的主要特点是外观。 在大多数情况下,这些组件是盘绕的金属棒。 您需要将此类线轴插入进纸机构。进线本身可以具有实心或空心结构。也有含有内含物的产品。添加材料必须与工件材料严格相同。
所有试图打破这条规则的尝试都不会带来任何好处。 卷轴装运便于工业使用。在手动模式下,线材被送入工作区域,主要是在手工工作期间。一般而言,该技术不会强加任何其他特殊要求。


种类
实心线由纯金属制成。 此类设备的成分不能包含任何杂质;也不应使用添加剂。 尽管它们很简单,但这些类型的焊丝是焊工使用最广泛的。它们主要用于在气体环境中进行焊接。药芯焊丝实际上不适合氩焊,因为它专门用于用粉末熔化过程中释放的物质代替外部气体保护层。
最有趣的是激活产品。它结合了固体和粉末解决方案的优点而没有它们的缺点。差异也适用于被焊接材料的类型。用于黑色金属氩弧加工的填充焊丝是最常见的选择之一。 主要分布是:
- 药芯焊丝被迫处理随后进行热处理的碳钢(尽管这通常不是最佳选择);
- 需要铝才能与铝一起工作(它可能含有锰、硅、镁和其他夹杂物);
- 不锈钢焊丝 - 用于与铬或镍合金化的钢;
- 镀铜(主要用于焊接重合金或中合金工件时);
- 简单的钢(优选用于轻合金金属)。



不锈钢丝被积极用于烹饪含铬或镍的钢。输出应该是非常高质量的接缝。
几乎排除了裂纹的出现,以及腐蚀过程的发生。使用不锈钢丝时,飞溅物保持在最低限度。 电弧将非常活跃和稳定地工作,并且接缝的使用寿命将显着增加。
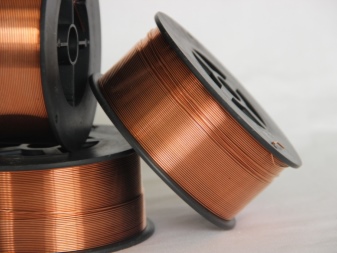
镀铜线具有与其不锈钢品种相同的积极特性。此外,无论使用何种焊机,它还有助于节省焊头。镀铜线的交付通常意味着将其缠绕在塑料盒上。典型厚度从 0.6 到 1 毫米不等。镀铜焊丝(例如,SV-08G2S)有助于重新启动焊接电弧,并有助于稳定其在任何模式下的燃烧。 伊萨替代产品设计用于:
- 工具钢;
- 造船用钢合金;
- 冲压金属;
- 铝;
- 铸铁。

一种简单的氩焊钢丝,几乎适用于工业生产的任何领域。 这种消耗品是根据大量的指标进行分类的。 与横截面一样,一个非常重要的作用是材料的机械强度。其确切的化学成分也很重要——与往常一样,离工件越近,工作就越好、越高效。只能使用标有缩写“Sv”的电线,其横截面范围为 0.03 至 1.2 cm。
处理铝合金时需要铝材料,其中硅的比例限制在 3%。在这种情况下,限制铜含量的范围为 3% 至 5%。 类似的填充材料:
- 保证增加强度;
- 给出与空白本身相同的颜色;
- 耐腐蚀性不逊于铝结构。
汽车、内河和海船的生产需要铝添加剂。当焊接与水接触的结构时,会大量使用这种线材。但重要的是要了解,在实践中不使用纯铝,它总是与其他物质混合 - 否则无法提供足够的强度。
这一点也是焊接添加剂的特点。但是,那里的添加剂比例不超过1%。



选择
重点是正在进行的操纵。专为氩焊设计的焊丝不适合切割(反之亦然)。应注意产品的直径。很自然,金属越厚,添加剂就应该越大。在大多数情况下,选择横截面为 3 mm 的电线。
需要注意的是,焊丝中可能存在特殊的改进成分。 产品的技术特性取决于它们的数量和比例。您还应该注意电线的标记。字母“C”后面是一个代表碳浓度的数字。此外,如果金属的浓度为 0.99% 或更低,则表示添加了其他金属。



使用说明
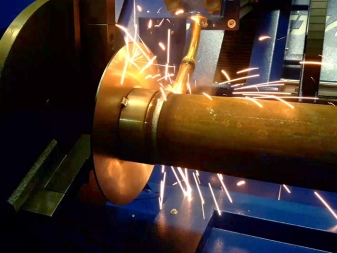
焊丝可用于自动或半自动模式。氩气供应必须与添加剂的添加严格同步。您还必须使用专门的燃烧器。 应该使用具有直接极化的直流电。 交流电操作意味着使用振荡器,但实际上这种类型的操作仅在使用小型薄壁管时显示。
有时也使用氩气进行手工焊接。 操作者一只手拿着专用的割炬,另一只手拿着电线。后者尽可能顺利地送入工作区域。这种方法需要坚定有力的手和稳定的眼睛。
并且即使在这样的条件下,也不可能长时间稳定地工作,因此仍然非常希望至少仍然使用半自动装置。














评论发送成功。