所有关于线材 8 毫米

轧制线材是生产镀锌钢棒、管件、绳索、电线电缆的现成原材料。没有它,电气和无线电工程、特种车辆的生产、框架房屋的建造以及许多其他类型和种类的人类活动都将停止。


特点和要求
钢线材的强度和硬度增加,使其成为生产光滑圆形和椭圆形配件、电缆、铜缆和光缆吊架、钉子、焊条和焊丝、圆切订书钉的合适基础。 轧制线的常见横截面理想情况下是圆形的,椭圆形不太常见。
轧制线材的直径从几分之一毫米到 1 厘米不等,轧制钢丝的横截面为 5-8 毫米。



铜线的厚度通常为0.05-2毫米,这由同轴电缆、多芯电缆的电机绕组、电线和中心导体确定。 铝材主要用作电力线的电线电缆——一根杆的横截面达到一厘米。在后一种情况下,使用铝电缆,悬挂在陶瓷柱绝缘体上。带有绝缘和保护套的电缆的横截面足以承受消费者从变电站获取的成百上千千瓦的电力。
线材与其他黑色金属型材一样,适用于提供防雷保护的避雷针。



在生产线材时遵守 GOST 380-94。 不允许按照配件和线材的规格生产线材。线材断裂会导致高层建筑倒塌(钢筋会断裂,钢筋混凝土框架会开裂、移动,建筑物会变得紧急)或引起火灾(铝线和电缆承受重载)。超过允许量的杂质,如硫,会使钢不必要地变脆。低碳钢不会获得足够的硬度和强度,例如将钉子钉入木头。
这些和许多其他功能由专家监控,并根据 GOST 进行检查。 线材的质量和直径由 GOST 2590-88 规定。 钢丝在直径和重量方面以普通(C)和高(B)精度生产。轧制的椭圆形不应超过最大直径差之和的一半。
导线的曲率不超过其长度的 0.2%。该指标在距离边缘超过 1.5 m 的至少 1 m 段上确定。
根据 GOST,1 米 8 毫米钢棒的重量为 395 克。 对于 9 毫米 - 499,对于 10 毫米,跑步米的比重 - 617 克。线材在 180° 弯曲时不应断裂(向相反方向转动棒材)。单次弯曲不应形成微裂纹。用于检查线材是否弯曲的电源销的直径等于其截面的直径。


他们是怎么做的
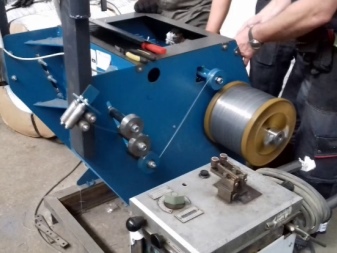
线材的生产是轧制金属最简单的方法之一。简单的说, 轧制线材 - 圆形轮廓,其直径与管道不同,小于 1 厘米。 生产具有更大横截面的线是没有意义的(除了直径达几厘米的钢筋):金属及其合金的成本会非常高。


长条形的工件在滚动输送机上滚出。 金属或合金被加热并拉出,穿过限定横截面和直径的导向轴。烧红的线材缠绕在绕线机的线圈上,形成环槽。
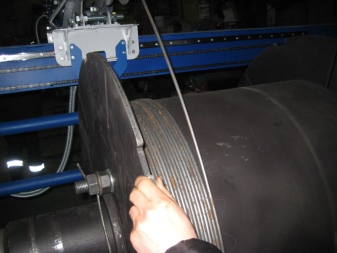
自然冷却可以软化刚出线材的材料。加速 - 吹气或浸入水中 - 将赋予金属或合金额外的硬度。
自然冷却的线材不按重量检查氧化皮含量。 根据 GOST 的说法,随着加速冷却,其份额不应超过每吨成品 18 公斤。通过机械方式(使用钢刷、除垢剂)或化学方式(将金属丝通过稀硫酸)去除水垢。使用浓硫酸可以快速轻松地减少水垢,但也会使线材的有用部分变薄。
为了消除金属被氢饱和的影响,防止酸洗过程中出现脆性,使用了正磷酸钠、食盐和其他盐类,减缓了轧制线材在加工过程中的过度腐蚀。

种类
线材上的涂层是通过热喷涂或阳极氧化完成的。 在第一种情况下,将热锌粉涂在钢丝上,钢丝上的氧化铁(过氧化铁)已经被预先去除。
这样就得到了镀锌丝。该过程需要290-900°C的温度,称为扩散。

锌也可以通过阳极化处理,将含锌盐溶解在电解液中,例如氯化锌。 直流电通过该组合物。在阴极上释放一层金属锌,在阳极上释放出一层氯,在这种情况下,氯是由实验室条件下的气味确定的。镀铝铜(以节省铜)也是通过阳极氧化生产的。镀铜铝导体的范围是用于低压系统的信号电缆,例如火灾和安全警报网络以及视频监控。
冷法包括在刚去氧化皮的线材上涂上一层保护涂层。基础是聚合物(有机)组合物,但这样的电线害怕在零以上几十度以上过热。

气体动力方法允许您对任何形状的钢产品进行镀锌。它的工作原理是基于喷射气体的高超声速流动。
热浸镀锌是最好的方法。 热浸镀锌棒的使用寿命明显长于用其他方法加工的完全相同的产品。为此,将线材或其他产品放入熔化锌的浴槽中。萃取后,锌被氧化,然后加入二氧化碳,氧化锌转化为碳酸锌。
在生产过程结束时,成品线材被运送到零售店、批发买家(例如建筑公司)或发送到其他生产钉子、配件的工厂。个人获得直径小于 8 毫米的轧制线材,而且批量比批发商小得多。


根据 GOST 30136-95,钢线材以测量值、未测量值和比测量值高几倍的形式生产。
杆的长度由钢的成分决定。
对于低碳钢,轧制棒材的长度为 2–12 m: 钢中的碳越少,它的延展性就越高。碳含量高的钢以 2-6 米长的棒材形式生产。高质量的高碳钢可以生产 1-6 m 的棒材。














评论发送成功。