焊丝的分类和选用

焊接工作可以是自动和半自动的,并且可以使用多种材料进行。为了使正在进行的过程取得成功,使用特殊的焊丝是有意义的。


它是什么,为什么需要它?
焊丝是金属线,最常缠绕在线轴上。 该元素的定义表明,它主要有助于形成更牢固的接缝,没有孔隙和不规则性。 使用长丝可确保以最少的废料量和低水平的渣形成进行生产。
该装置固定在送丝机中,然后以自动或半自动模式将焊丝输送到焊接区。 原则上,也可以通过简单的滚动卷材手动送料。
填充材料不仅要满足与质量有关的要求,而且还要与待加工零件的适用性有关。
查看概览
焊丝的分类取决于特性、性能和执行的任务。
预约
除通用焊丝外,还有用于特殊条件焊接的品种。作为一种选择, 金属丝可用于强制形成焊缝的程序,用于水下工作或使用浴技术。 在这些情况下,电线必须具有特殊涂层或特殊化学成分。

按结构
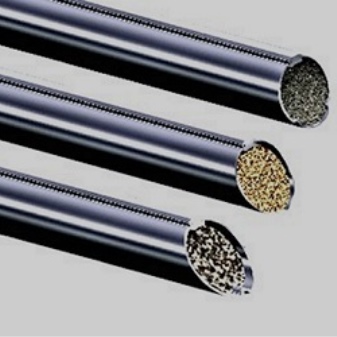
根据线材的结构,习惯上区分固体、粉末和活性品种。 实心线看起来像固定在线圈或磁带上的校准磁芯。 也可以在海湾中成排铺设。有时棒和带子成为这种线的替代品。该品种用于自动和半自动焊接。
药芯焊丝看起来像一个充满助焊剂的空心管。 相反,它不应该用在半自动机器上,因为螺纹拉削很困难。此外,滚轮的作用不应将圆管变成椭圆管。活性薄膜也是经过校准的芯,但添加了用于药芯焊丝的组件。例如,它可以是薄层。

按表面类型
焊膜可以镀铜也可以不镀铜。 镀铜灯丝提高了焊接电弧的稳定性。 发生这种情况是因为铜的特性有助于更好地为焊接区提供电流。此外,降低了进给阻力。无铜线更便宜,这是它的主要优势。
但是,未涂层的螺纹可能具有抛光表面,这使其成为两个主要品种之间的一种中间环节。

作品
电线的化学成分与被加工材料的成分相匹配是很重要的。这就是为什么 在这个分类中,填充螺纹有很多类型:钢、青铜、钛甚至合金,由几种元素组成。

按合金元素的数量
同样,根据合金元素的数量,焊丝可以是:
- 低合金 - 低于 2.5%;
- 中等合金 - 从 2.5% 到 10%;
- 高度合金化 - 超过 10%。
成分中的合金元素越多,线材的特性越好。耐热性、耐腐蚀性等指标均有提高。


按直径
焊丝直径的选择取决于要焊接的元件的厚度。厚度越小,直径应越小。 根据直径,还确定焊接电流参数。 因此,在这个指标小于 200 安培的情况下,需要准备直径为 0.6、0.8 或 1 毫米的焊丝。对于不超过 200-350 安培的电流,直径为 1 或 1.2 毫米的电线是合适的。对于 400 到 500 安培的电流,将需要等于 1.2 和 1.6 毫米的直径。
还有一条规则是,0.3 到 1.6 毫米的直径适用于在保护环境中进行的半自动化过程。 1.6 至 12 毫米的直径适用于制造焊接电极。如果焊丝直径为 2、3、4、5 或 6 mm,则填充材料可用于助焊剂。


打标
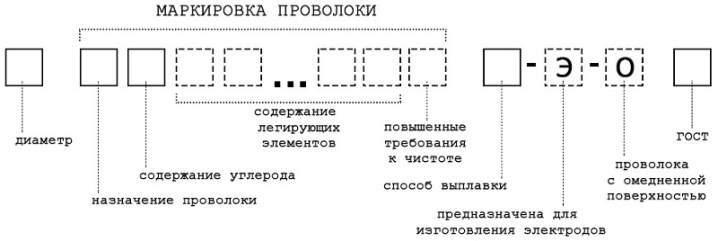
焊丝的标记取决于需要焊接的材料等级以及工作条件。它是根据 GOST 和 TU 指定的。为了 要了解如何进行解码,可以考虑线材品牌 Sv-06X19H9T 的示例,常用于电焊,因此很受欢迎。字母组合“Sv”表示金属螺纹仅用于焊接。
字母后跟一个表示碳含量的数字。数字“06”表示碳含量为填充材料总质量的 0.06%。接下来,您可以查看线材的组成中包含哪些材料以及数量。在这种情况下,它是“X19” - 19% 铬,“H9” - 9% 镍和“T” - 钛。由于钛名称旁边没有数字,这意味着其含量小于 1%。
热门厂商
俄罗斯生产超过 70 种等级的填充焊丝。 Bars 品牌产品由 Barsweld 制造,该公司自 2008 年开始运营。范围包括不锈钢、铜、药芯、镀铜和铝线。填充材料采用创新技术生产。另一家俄罗斯金属螺纹制造商是 InterPro LLC。生产是在意大利设备上使用特殊进口润滑剂进行的。
焊丝也可以在俄罗斯企业生产:
- 有限责任公司“SvarStroyMontazh”;
- Sudislavsky 焊接材料厂。


中国企业在填充材料市场占有广泛的份额。他们的主要优势是平均价格和优良品质的结合。例如,我们谈论的是中国公司 Farina,该公司生产用于加工碳钢和低合金钢的线材。 其他中国制造商包括企业:
- 德卡;
- 野牛;
- 阿尔法马格;
- 一辰。


如何选择?
在选择填充材料时,必须考虑两个基本规则。如前所述,重要的是焊丝的成分尽可能与待焊接部件的成分相似。例如,对于黑色金属和铜合金,将使用不同的变体。 如果可能,建议确保该组合物不含硫和磷,以及铁锈、油漆和任何污染物。
第二条规则与熔点有关:对于填充材料,它应该比工件略低。 如果线材的熔化温度较高,则会发生零件烧坏。此外,值得确保电线均匀分布并且能够完全填满接缝。填料的直径必须与待焊金属的厚度相对应。
顺便说一句,导线的材料必须与导向通道的材料相匹配。

使用技巧
焊丝的存放不能在高湿度条件下进行。 原包装中的填充材料可在 17 至 27 度的温度下储存,湿度为 60%。 如果温度区间上升到 27-37 度,那么最大相对湿度反而会下降到 50%。从包装中取出的线可在车间使用 14 天。但是,需要保护电线免受污垢、灰尘和油类产品的影响。如果焊接中断超过 8 小时,则需要用塑料袋保护盒式磁带和卷轴。
此外,填充材料的使用需要对消耗率进行初步计算。最方便的是计划每米要填充的接头的电线消耗量。 这是根据公式 N \u003d G * K 完成的,其中:
- N 是范数;
- G——成品缝上的堆焊质量,一米长;
- K 是修正系数,它取决于熔敷材料的质量与焊接所需的金属消耗量。


要计算 G,您需要将 F、y 和 L 相乘:
- F——表示每平方米连接的截面积\u200b\u200b;
- y - 负责制造电线的材料的密度;
- 使用数字 1 而不是 L,因为消耗率是按每 1 米计算的。
计算 N 后,指标必须乘以 K:
- 有底焊时,K为1;
- 垂直 - 1.1;
- 部分垂直 - 1.05;
- 带天花板 - 1.2。

值得一提的是,不想按照公式进行计算,在网上可以找到专门的焊材消耗计算器。 焊丝进给机构通常由电动机、变速箱和滚轮系统组成:进给和压力。 您可以自己制作或购买现成的设备。该机制负责将填充材料输送到焊接区。
还应注意乙炔气焊丝必须无锈无油污。 熔点必须等于或低于待加工材料的熔点。
如果无法找到合适成分的焊丝,在某些情况下可以用与被加工材料相同等级材料的焊条代替。用于二氧化碳焊接的金属丝的要求是相似的。


在下一个视频中,您将看到 0.8mm 焊丝的对比测试。













评论发送成功。