锁匠凿子:选择的目的和技巧

有些工作需要专门设计用于具有破坏力的机械作用的特殊工具。这样的装置是凿子。将在文章中讨论。

这是什么?
金属制品凿子是一种用于加工金属或石材的冲击切割装置。它由工具碳钢制成。工具的尖端形状像刀片。
该工具是多功能的,但主要用于:
- 打碎石头;
- 切割金属;
- 推倒瓷砖;
- “切断”钉子/铆钉和类似紧固件的头部;
- 拧下/拧紧带有“舔过”边缘的螺栓和螺母。


设备
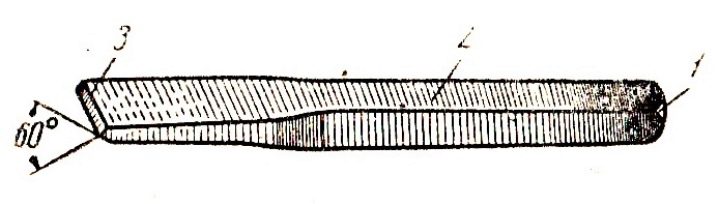
该图显示了木匠凿子的装置:1 - 头部,2 - 杆,3 - 刀片。
一般来说,凿子是直条,在其截面中可以描绘出矩形、圆形、椭圆形或多面体形状。 它的一侧有锐化(工作画布)。它的另一端用于锤击。为确保主人在工作时的安全,可以在凿子上安装一个防护“蘑菇”。这是一个带有珠子的空心手柄,由橡胶、木材或塑料制成。然而,值得考虑的是,只有工具的构造版本通常配备保护蘑菇。在锁匠凿子上,它通常不存在。
工作刀片具有主切削角和副切削角的双面磨刀。为了增加切割刀片的耐用性,它稍微变钝了。凿子的柄部和工作刀片必须经过热强化。
种类及特点
有问题的仪器大约有 20 种不同类型。 我们列出了其中最著名的。
- 台式凿子 - 用于加工非硬化金属。
- 派克凿子 - 与气动装置(手提钻和凿锤)一起使用。
- 凿 - 配备狭窄的切削刃。用于在金属上切割凹槽或凹槽。



- 开槽凿子 - 具有卷曲刃口的横切亚种。
- 铁匠凿子 - 安装在长木柄上(如锤子)。这使您可以将固定夹具的手从热金属上移开。不排除使用冷金属进行切割。
- 凿子刀 - 与传统型号相比更锋利的夹具,用于处理石头。此选项的工作画布类似于抹刀。它有助于平滑处理石头,主要由雕塑家使用。该工具配备了一个橡胶蘑菇,它不仅可以保护主人免受击中手,还可以防止碎片散落。



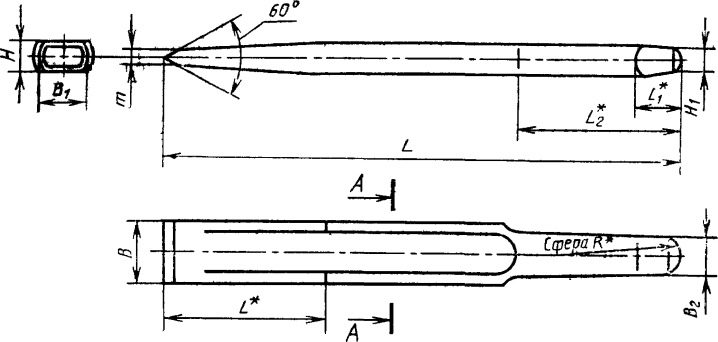
该工具的主要特点包括夹具的类型、用途(用于加工软、中硬和硬金属)。冲击部分的类型(锥形或直线)也被考虑在内。凿子由多种组成部分制成(根据 GOST 7211-86 的要求)。 使用句柄分配工具:
- 扁平的椭圆形截面;
- 椭圆形截面;
- 六边形截面;
- 双节。



根据冲击部件的类型,有以下选项:
- 锥形工作和冲击部分的宽度;
- 宽度直的工作冲击部分。
如果该设备用于切割金属,则在其创建中使用碳钢等级 U7、U8、U9、U7A、U8A 等。例如,来自 Pobedit 的板。
具有胜利焊接的凿子适用于处理混凝土、金属和各种岩石。这种凿子的使用寿命比没有焊接的设备长。它也将持续更长时间而无需锐化。
根据GOST的技术要求,凿子的硬度必须满足一定的参数。 对于 7HF、8HF 钢种的切削刃长度至少为一半的工作表面,该数字为 56-60 HRC。对于 U7A、8HF,提供 54-58 HRC 的值。对于 7HF、8HF,距离冲击端至少一倍半尺寸的冲击部分,既定标准为 41-46.5 HRC。至于U7A、8HF,这里的指标在36.5-41.5 HRC的范围内。


其他钢种也可用于制造产品。主要是加工状态下材料的力学性能不应该比上述品种差。
凿子必须有保护和装饰涂层。 根据 GOST 9.306 和 9.032,这可以是:
- 氧化物涂油,磷酸盐涂油或铬,厚度为 9 微米;
- 铬 1 µm 厚,镍子层通过阴极还原沉积 12 µm 厚;
- 用铬酸盐和磷酸盐镀锌,厚度为 15 微米,然后根据 II 类用各种颜色的 NTs132 硝基邻苯二甲酸搪瓷涂刷凿子的表面;
- 镉 21 微米厚,铬酸盐处理;
- 铬 1 µm,镍子层 14 或 7 µm 厚。
凿子尺寸可能会有所不同。长度从 100 到 200 毫米不等,包括带有 125、160 毫米指示器的选项。工作部分的宽度可以是5-20毫米。重量方面,较轻的版本在 210g 到 380g 之间,重型版本(用于电动工具工作)的重量在 590g 到 750g 之间。


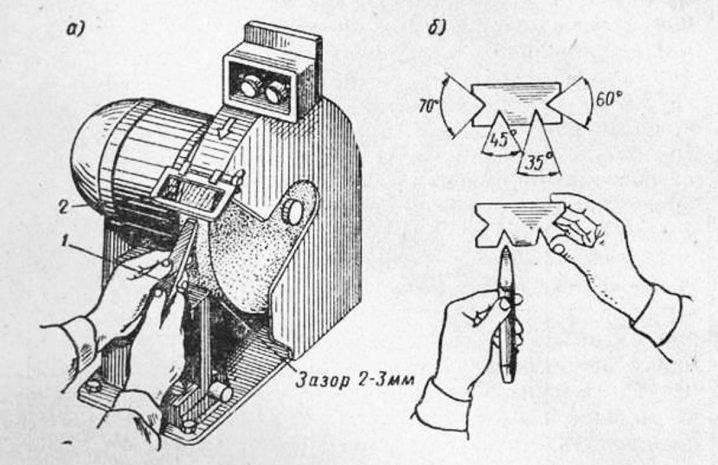
锐化角度也可能不同。对于软金属,使用更锐角(约35度)的产品。对于硬质金属,需要更大的角度(45-70 度)。
选择技巧
在您购买凿子之前,您应该首先确定它将用于哪种工作:建筑或管道。工具之间的主要区别在于是否存在保护元件,这在文章开头已经提到。因此,尺寸减小,工具的工作区域增加。
制造凿子的钢材等级也值得关注。 上面给出了推荐的材料类型列表。最高质量的凿子具有良好的强度。这降低了操作过程中刀片颗粒碎裂的风险,从而使工具更安全。由低碳钢或未硬化刀片制成的凿子很快就无法使用。


您不应该从鲜为人知的制造商那里选择便宜的型号,它们可能会被证明质量很差。优先选择值得信赖的品牌。
如何使用?
- 在开始使用凿子之前,您需要确保其工作表面完好无损。为此,检查刀片边缘是否有裂纹、碎屑和类似缺陷就足够了。如有发现,不建议使用该工具,以免造成伤害。
- 工作时务必使用护目镜和手套。您可以在设备上添加保护橡胶垫,这将增加主人的安全水平。请记住,工具必须是干燥的,否则它可能会从您的手中滑落(这适用于锤子和凿子本身)。工作时,要仔细监控附近没有陌生人。
- 不要忘记标记材料。一块薄而大的金属片可以在砧板上切碎。凿子应垂直握持。如果工件很小,但厚度很大,最好用虎钳夹住。海绵应与应用的标记相同。如果金属的厚度很大,则标记线应位于其上方 4 毫米处。锤子以正确的角度对凿子的后部进行短而精确的打击。


- 使用金属板时,请考虑其类型和厚度(大厚度的板应分多次切割)。如果你需要用凿子剪断一根电线,不要试图一下子就完成,因为剪断的部分会朝随机的方向飞走,这会导致你浪费时间寻找它。最好做一个小尺寸的轻击(缺口)并折断您需要的部分,最终将保留在您的手中。
- 不要忘记,锤子的重量必须至少比凿子的重量大几倍。否则,工作将成为一个真正的问题:锤子会从凿子的冲击部分表面滑落,生产率将接近于零。锤子的状况也很重要,特别是其固定在手柄上的可靠性。如果工具的冲击部分在操作过程中从底座中弹出,则存在受伤风险。
- 请记住,凿子必须具有正确的锐化角度。金属越难加工,角度越大。对于铸铁、硬钢和青铜,假设锐角为 70 度。适用于中等柔软度和低碳钢(黄铜、锌、铜)的材料 - 60 度。对于铝,需要刃角为 40 度的工具。


锐化功能
要进行自磨,有必要准备一小罐清水,您将定期在其中放置加热工具(以避免软化其初始硬化)。磨刀是在砂轮的末端进行的。凿子刀片应与砂轮的方向相反(以确保火花向下)。根据环境温度和砂轮/石的旋转速度,将凿子冷却 30 到 60 秒。
如果边缘曝光过度,它会过热并失去硬度。 这将无法处理硬质材料。在磨刀过程中,改变切割刀片的接触面,因为凿子有双面下降。定期翻转可以保持正确的几何形状。磨刀也可以在金刚砂上进行,但需要更长的时间(在这种情况下,该过程是通过向前进行的)。
详情见下文。













评论发送成功。