20频道的特点及其应用

可以说,通道产品是两个相互平行的角,并沿接触线通过纵向接缝焊接在一起。可以制作这样的通道,但在实践中,成品是由单条带制成的,在软化温度下从边缘弯曲。

一般描述
通道的标记,例如第 20 个数字,并不意味着这是其中心或侧壁的尺寸(以毫米为单位)。 为此目的,有一个简单的 U 型轮廓,其墙壁(中央和侧架)的厚度大致相等,而不是两倍(或多于两倍)已经是主要的、中央的。通道20具有宽度相等或不同的侧凸缘。主墙的高度(宽度)为 20 厘米(而不是毫米,正如初学者第一次遇到这种空白时会想到的那样)。

具有相等侧壁的通道是热轧产品,在某些情况下它确实是弯曲的.钢带的弯曲在型材弯曲机上进行。租金是按照 符合 GOST 8240-1997 标准,弯曲 - 符合 GOST 8278-1983。 如果通道具有不同宽度的侧壁,则将片源弯曲,然后在弯曲过程之后切割。相同的槽道 20 由像 09G2S 这样的低合金钢制成。

通道主要由黑色和靠近它的钢修改制成,较少由不锈钢制成(数量非常有限)。 用作组件的异形槽钢的通常执行经历了其中一种技术的阶段,具体取决于使用类型。
- 钢坯经过热轧工序变成槽钢 - 在具有巨大吞吐量的机器上。
- 主要由有色金属制成的薄板元件在型材弯曲机上成型。 在这种情况下,使用冷压。
在输出端,制造商和他的客户会收到一个四面平坦、光滑的通道元件,立即适用于建筑和国民经济的其他一些部门。
技术要求
大多数情况下,普通钢St3或合金C245、C255用于制作槽钢20。 在技术指标方面对安全和劳动保护(建筑物的建造、使用这种通道的构筑物)的主要要求如下。
- 安全边际应该是三倍。 例如,窗户或门洞的门楣上方的砖(泡沫块)砌体的重量,例如 1 吨,必须对应于通道元件上的 3 吨载荷。使用 20 或其他通道值取决于结构或建筑物的设计重新计算。楼层之间,虽然上覆楼层的主要荷载由钢筋混凝土楼板承担,但部分荷载仍落在门窗洞口的槽楣上。这意味着首先应该在地板上安装最加固的通道。如果违反了所有这些要求,那么在这种情况下,20 通道将无法承受整个负载。结果,元素可能弯曲和脱落,最终充满了房屋的破坏。

- 钢不应该太脆。 事实是,经常拆除(破坏)旧建筑物,拆除者面临这样一个事实,即用大锤或钢锭对特殊设备、通道的打击,即使没有受到严重生锈,也会破裂。但是即使在很大的负载下,通道也会中断。制造它的钢的成分促进了脆性:钢合金中的磷和硫含量超过 0.04%,导致形成红脆 - 钢材在瞬间或长时间内发生结构破坏术语超载。

因此,不可能使用任何最便宜的钢用于槽钢。为了使通道不会突然破裂,根据 GOSTs 的硫含量不应超过 0.02%(按组合物的重量计),而磷含量应保持在不超过相同的 0.02% 的量。完全去除钢中的所有硫和磷非常困难(而且成本高昂),但很有可能将它们的含量降低到微量。
- 钢必须具有足够的耐热性和耐热性.如果建筑物内突然发生大火,它会升温。该通道已加热到超过 1100 度的温度,将在其上建造的墙壁的负载下开始弯曲。为此,即使没有硬化,但也使用了足够耐热和耐热的钢,即使加热到明亮的红光也不会失去其承载性能。
- 钢不应该很快生锈。 尽管建筑物的墙壁和地板建造后(完成工作之前)的通道被涂漆, 最好使用铬含量高的钢。 很明显,通道不是由不锈钢制成的(它含有 13 ... 19% 的铬),但铬质量分数高达百分之几的钢被认为是一种典型的解决方案。

最后,为了使开口不会塌陷,窗户或门的压痕应该在 100-400 毫米左右。
如果您节省通道的长度并铺设,例如,5-7(而不是至少 10)厘米的压痕(所谓的肩部),那么肩部下方的砖石将从开口的边缘破裂,它上面的墙就会倒塌。 如果路肩铺设过大,基础和底层楼板的总计算荷载将超过设计值(在工程中,所有荷载值都计算清楚)。尽管它会在最大允许标准之内,但在设计失效时间过去之前,建筑物可能仍会受到影响。不允许将通道锯切和随后焊接成任意部分 - 提前选择在开口两侧提供最佳凹痕的碎片。

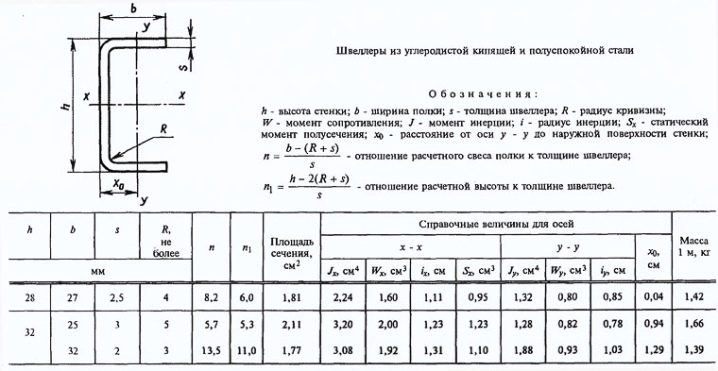
因此,在此示例中,20P 通道沿主壁的高度为 20 厘米,沿侧面(相等)搁板的高度为 76 毫米,拐角的弯曲半径为 9.5 和 5.5 毫米。
品种
- 标记“P” 意味着侧壁相互平行:该通道样品类似于大型 U 型材,其侧壁沿整个工件缩短。
- 标记“L” 报告说通道空白的形状精度低(轻巧,易于制造的样品)。
- “E” 代表 U 型通道的经济版本。
- “从” 意味着该渠道是高度专业化的——按订单生产。
- 标记“U” - 通道有一定的(不是直角)向内倾斜的角度:侧壁是弯曲的(不是向外的)。
- “在” - 货车通道,
- “T”—— 拖拉机。后两种类型都有明确定义的特定范围。

通道结构的制造标准,包括 20 种,已多次更改。最新的俄罗斯(非苏联)GOST 确定了通道产品参数的最佳值,这些毛坯可以承受以前无法达到的极高负载。

尺寸、重量和其他差异
通道的范围由以下品种表示。用于生产这些坯料的钢材的密度(比重)为 7.85 g/cm3。元件的横截面使得最佳厚度对应于声明的厚度。 通道的总表面积等于外部和内部组件的总和,加上肋和横截面的面积。
|
GOST 频道 20 |
姓名 |
主隔板高度,cm |
主隔板厚度,mm |
侧壁宽度,毫米 |
侧壁厚度,毫米 |
每延米重量,公斤 |
|
国家标准 8240-1997 |
20U |
20 |
5,2 |
76 |
9 |
18,4 |
|
20P |
18,4 |
|||||
|
20L |
3,8 |
45 |
6 |
10,12 |
||
|
20E |
4,9 |
76 |
9 |
18,07 |
||
|
20℃ |
7 |
73 |
11 |
22,63 |
||
|
20Ca |
9 |
75 |
25,77 |
|||
|
20周六 |
8 |
100 |
28,71 |
|||
|
国家标准 8278-1983 |
相同的品牌 |
3 |
50 |
3 |
6,792 |
|
|
4 |
4 |
8,953 |
||||
|
80 |
10,84 |
|||||
|
5 |
5 |
13,42 |
||||
|
6 |
6 |
15,91 |
||||
|
3 |
100 |
3 |
9,147 |
|||
|
6 |
6 |
17,79 |
||||
|
180 |
25,33 |
|||||
|
国家标准 8281-1980 |
相同的 |
4 |
50 |
4 |
工件重量没有严格的规范 |
字母标记可让您立即阐明特定样品的制作方式以及它们应具有的参数。槽钢坯料采用热轧或冷弯成型。
单独品种参考参数和通道产品名称按照表值每延米重新计算.在收到有关该批次坯料的信息后,其总长度为一定米数,交货方将计算订单的总重量(吨位),不考虑允许误差的增加(或不足)。根据相关 GOST 的要求,渠道产品的重量与申报的产品不对应超过 6% 是不允许的。

例如,按照GOST 8240-1997标准,热轧槽钢产品生产如下。通道 20 热轧 (GOST 8240-1989) 品种“P”和“C” - 加权。用“A”签名。工件长度为3-12m,长度差异考虑其余量,最大为10cm,但禁止销售长度小于申报长度的工件。这对于按订单切割的工匠来说是众所周知的,例如 12 米到 3 米的坯料。

重、轻、“经济”渠道的准备期由供应商的工作量决定,但不能超过下单之日起一个月。 这些标准在 GOST、TU 和其他相关法规中也有详细说明。 热轧异型坯主要由“平静”或“半安静”(不是“沸腾”)版本的St5、St3组成。国家标准 380-2005 中注明了这一要求。也可使用低合金钢09G2S、17G1S、10KhSND、15KhSND——此公差由国家标准19281-1989规定。最后两种化合物是耐腐蚀的。

用于制造通道的原材料的参数可以显着减少建筑物或结构的主要部分所在的金属框架的质量。.同时,已建成建筑物的初始参数被保留,直到其正常运行期结束。少量冷弯通道碎片不会显着影响变形阻力,包括弯曲和扭曲。

使用计算出来的数据,为了减少主机的工作量,判断是否需要等架通道空白(一定数量的副本)或者是否可以通过其多架修改来完成。但是轻质结构和避难所,没有大块砖和钢筋混凝土上部结构(墙壁,显着加深的基础上的框架整体),可以用冷弯铝制通道代替经典的钢制通道。

如果没有最终适合您的销售选项,则制造公司有权为您提供原始解决方案 - 根据不超出特定要求的特性的个人价值对您要求的产品进行修饰GOST 和 SNiP。
因此,运行米重为 18.4 公斤的通道段已用于建造铰链、凉亭、码头、轨道(用于起重机)、天花板(用于工业车间)、桥梁和栈桥结构。这种散装(按订单)的渠道以60吨的批量进行,以堆叠或什至逐件的形式进行。附质量证明书、参数、份数等信息。通道的运输通过卡车或铁路运输进行。

应用
异型槽产品用于焊接框架结构。 来自通道的焊接框架的特点是其关键参数的物理和机械值增加。通道经过良好切割、钻孔、车削(铣削)。要以大致相同的成功率切割厚壁(从几毫米开始),您可以使用功率强大(高达 3 千瓦)的角磨机和激光等离子切割机。 由于使用传统的中碳钢作为起始材料,槽钢可以很容易地通过任何方法进行焊接——从气体惰性保护环境的自动焊接到手动方法(在清洁要焊接的边缘后)。

槽钢碎片在高负荷下不会失去其特性——它们与普通的 U 型专业钢非常相似。 渠道产品广泛应用于国民经济活动的大量部门。它以特殊起重机、卡车、船舶和河流船舶、铁路牵引车和机车车辆的零部件形式存在。

通道也是楼层间和阁楼屋顶结构、坡道(它们用于自行车、踏板车、汽车和轮椅的到达)、家具物品的组成部分。 除了用于组织门窗洞口的门楣外,通道还用作栏杆、栅栏和栏杆、楼梯的重要组成部分。
如何正确安装通道,请参见以下视频。













评论发送成功。