所有关于 EDM 机器

手动处理结构密集的材料是低效的,因为它需要大量的劳动力并且不能保证高精度。在可以在一定程度上或完全(取决于类型和型号)自动化工作的单元中,电腐蚀 (EE) 机器。尽管它们具有独特的功能,但它们并不为人所知,这将它们与机器园区中的大多数“同事”区分开来。 我们将在介绍的材料中讨论电腐蚀单元的可能性、操作原理和应用领域。

装置及工作原理
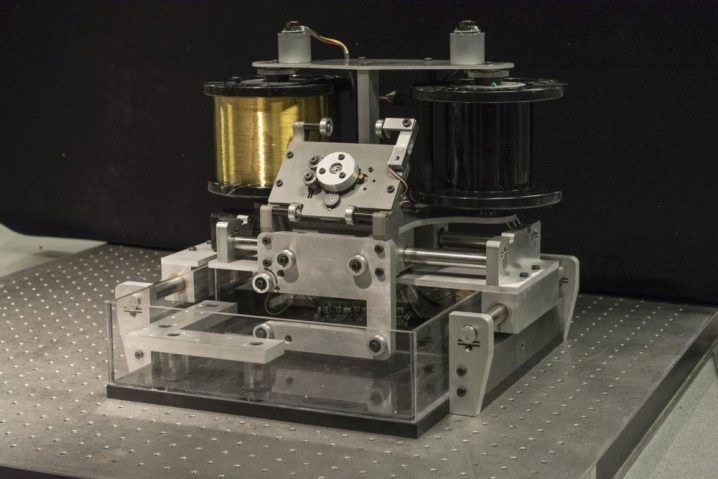
用于金属电火花加工 (EDM) 的现代单元在其结构中包含多个节点。
-
鼓后卫。
-
钢丝鼓。
-
工作台(可移动)钢丝卷筒。
-
限位开关用于设置绕线在滚筒上的应用,以及用于切换旋转方向的键。
-
底部和顶部的冷却液供应调整。
-
单元控制面板。
-
机器的电气设备。
-
该单元的锥形支撑可根据高度进行调节。
-
铸铁底座。
-
安装孔。
-
用于垂直提供上袖的轮子。
-
柱子。
-
照明灯。
-
一种允许您倾斜电线的设备。
-
下套筒包括 2 个导辊和 1 个硬质合金电极。
-
防溅桌面护罩。
-
顶部套筒包括 3 个导辊和 2 个硬质合金电极。
-
提供桌面的轮子。


考虑电腐蚀装置的工作原理。
被监控的设备根据所谓的金属产品和坯料受控破坏的方法进行操作,方法是将它们暴露在放电中。在 EDM 单元开始运行之前,工件被放置在一个专门设计的夹具中并彻底固定。之后,在单独的放电中提供电流 - 脉冲。

在这种情况下,机器上只放置一个电极,因为工件本身起着第二个电极的作用。
正如我们所见, 电腐蚀装置的工作原理非常简单易懂.如果这些机器由具有高导电性的金属制成,则可以轻松更改各种零件和工件的配置、尺寸、形状。

使用此设备,您可以使用以下材料:
-
硬化钢;
-
铬;
-
钛;
-
高强度合金;
-
石墨;
-
复合材料。

由于使用该设备加工零件或工件,可以消除材料表面的机械效应。
此外,其操作原理的特殊性使得可以放弃使用旋转或其他移动元件的需要。
由于机床具有许多积极的品质,因此市场对机床的需求量很大。
-
自动化程度高。管理设备的操作员可以自行决定设置关键处理参数:压力、速度等等。毕竟,该单元将以自动化模式运行。
-
多功能性。除了其特定目的外,它还可以以相同的方式用于完成产品、批量复制、剪切和执行其他操作。
-
可靠性和使用寿命长。
-
生产率。现代机器保证在短时间内高质量地加工产品。
-
高度安全。制造商尽最大努力将使用其设备产生的风险降至最低。
-
所有这些优点都非常显着,但它们只是可靠制造商设备的特征。


但也有缺点。
-
工作时需要水电介质,这在某些情况下无法使用电腐蚀单元,或使其操作复杂化。
-
机床的精度和加工表面的粗糙度受几个不能总是控制的因素的影响。
-
尚无法准确预测电极的磨损程度和总消耗量。
-
包括台式迷你机器在内的 EDM 单元并不便宜。当通过它们解决的任务需要经常维护时,它们的使用是有意义的。或者当生产与昂贵的产品、材料相关联,并且没有办法完全改变单元、备件等时。例如,您需要从昂贵的机构中移除损坏的水龙头,或者在汽车服务中您需要不断地移除损坏的轮毂螺栓等。

在这种情况下,购买电腐蚀装置很快就证明了自己的合理性。
物种描述
预约
根据其用途,侵蚀骨料分为几种类型。
-
拼接和复印拼接单元。 练习冲孔和标记零件,打孔,包括深孔。复制穿孔机可以制作三维产品——以亚微米级的收敛性在金属上重现绘图的投影。他们在医疗、电信和航空航天领域执业。


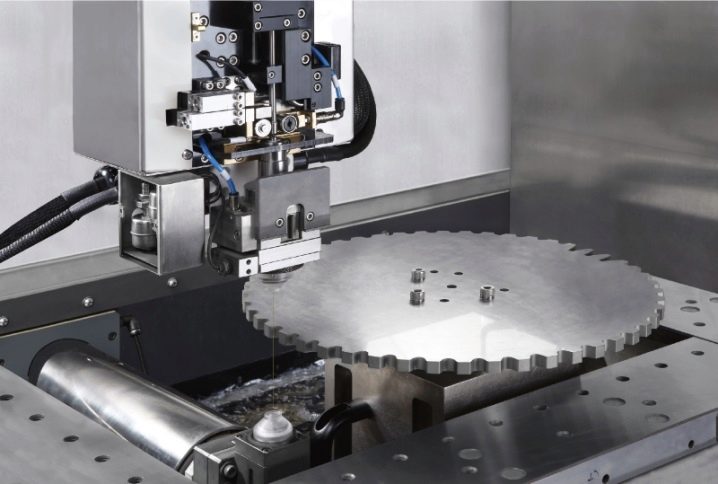
- 线切割单元。 他们使用由固体材料制成的复杂配置的产品。他们可以执行铣床无法完成的操作:在无法安装刀具的地方切割小坯料。曾为汽车行业和仪器制造行业创造工具。在该装置上,可以成功地对需要高精度的表面、各种导电材料(包括硬质合金)的零件进行初步操作和最终加工。

- 电腐蚀工作原理的超级钻头。 本质上,这是一个 EDM 钻孔单元 - 代替埋头孔和丝锥形式的传统设备,管状电极用于创建深孔。它们可以在重型材料中获得任何深度的超薄孔。


- 高速锯单元。 软金属带用作电极。能够切割任何导电材料,无论其强度和硬度如何,工件不会变形。他们在实验实验室、冶金和航空业实习。


根据获得出院的方法
根据获得放电的方法,机床分为几个品种。
-
火花。 它们的功率最小,执行精确切割。用于产品的精密加工。
-
脉冲。 较高的放电能量会降低精度并增加热处理面积。它们在处理大型平面而不要求准确性时进行练习。
-
电弧。 它们提供了高生产率和零件的硬化。练习用于处理大型零件。需要最后打磨或抛光。


顶级生产商
这种类型的设备制造商是亚洲和欧洲国家。出于相同的目的,不同制造商的机器在功能和成本上差异很大。
如果说来自中国和韩国的设备比欧洲设备便宜得多,那么后者是由制造商以更高的质量水平和更高的工作流程自动化水平制造的。
“阿尔塔”
国内制造商生产用于电火花加工金属的精密设备“ARTA”。 NPK“Delta-Test”今天被认为是俄罗斯联邦生产此类设备的领导者。 通过生产新装置,该公司对早期生产日期的设备进行了现代化改造。

沙迪克
在现代设备市场上,这家生产CNC线切割EDM单元的公司是家喻户晓的。本公司设备技术特点高,适用于加工高(高于铁)熔点金属和单晶材料。 通过这些单元,可以生产穿孔管和面板、复印机的工作部件、具有三维测量轮廓的模具、金属陶瓷模具。 使用这种设备的专业人员可以轻松地创建凸轮及其原型,用于复制穿孔单元的电极工具。


三菱
三菱 MV1200S 线切割装置可以对由各种导电材料制成的任何配置的产品进行最复杂的电火花加工。 随着这种机器设备在现代生产中的积极使用,购买它的成本在短时间内带来了积极的影响。

阿吉
Agie EDM 设备在瑞士制造,并成功与其他类似型号竞争。 由于该单元的小尺寸,可以在自动控制模式下进行各种用途的硬质合金零件加工中最复杂的工作。

设备和耗材
电蚀机是高科技设备。 但是,为了提高处理的准确性和易用性,您可以购买设备:
-
夹紧装置 - 支撑夹具、带 3 轴控制的装置、虎钳、卡盘;
-
桌面框架;
-
紧固带;
-
可调板;
-
角块;
-
电极支架和其他组件。
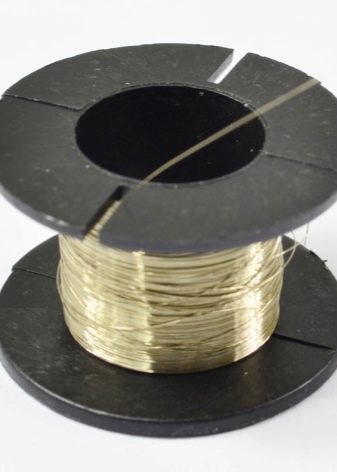
对于使用特别坚固的金属制造高质量零件,需要以下 EDM 单元的耗材:
-
横截面为 0.1、0.2、0.25 毫米的黄铜线(允许使用镀锌版本);
-
横截面为 0.14 毫米的钼丝(以 200 米的线圈生产,重 32 公斤);
-
黄铜或铜管(电极),直径为 0.5 至 6 毫米,长度为 30 至 40 厘米,黄铜可有 1 至 3 个孔;
-
模块化冷却液管,由优质聚合物制成。

介电液体
它用于在腐蚀后清除产品上的微芯片。 介电流体执行多项任务。 用作工件和电极之间的半导体,以保持稳定和受控的火花电离条件。这对于将电极、工件、工作台保持在稳定的温度是必要的。
并且还使用介电液体来洗去加工过程中形成的灰烬碎片。

过滤器
切割单个材料会迅速堵塞过滤器。例如,当通过粉末涂层切割制成品时,内袋可以填充自由流动的、未烧结的金属粉末。 它突然释放到液体中会堵塞过滤器。

离子树脂
在 EE 加工中,去离子(离子交换)树脂用于净化聚集体中的电介质(水)。它的结构是阳离子交换剂层与阴离子交换剂层的高度之比。 根据这种平衡(主要)确定单元中使用的电介质(水)的使用寿命和净化质量。

使用领域
所介绍的单元组旨在以最高精度进行空间金属加工。该机器对由高导电率材料制成的机构、零件和组件进行轮廓加工。 这些是各种硬度的钢、铜、铝坯、有色金属、硬质合金。

电腐蚀线切割单元用于制造具有复杂几何结构的设备、工具和零件: 复印机、异型切割机、车削凸轮、模具、冲头,不断地参与大规模和小规模生产。该设备的一个关键设计特点是在带有精密导轨的直线电机上使用坐标。


这些机器配备了精确的线性位移传感器。 这使得在创建特别关键的零件时可以实现最高的精度。
如果我们谈论穿孔电蚀单元,那么它们通常用于需要标记产品或需要制造技术孔的地方。















评论发送成功。