什么是机器导轨以及如何选择它们?
导轨是机床最重要的部分,因为刀具运动的精度取决于它们。 从这篇文章中,您将了解 CNC 机床的圆形和直线导轨是什么,哪些是更好的选择 - 滚子、滚珠或其他铝制导轨。


一般描述
工件和工具的任何相互运动都沿着导轨发生 - 一种导轨。机器的工作体或其中固定有工件的装置沿着它们行走。 而且由于这些运动直接影响产品的质量,因此导轨必须满足许多要求。
-
刚性和硬度。 金属加工时,会产生很大的切削力 - 100 kg 或更多。不可能让机器的工作体“行走”超过规定的质量。因此,导轨采用合金钢牌号——ШХ-15、95Х18,其次是热处理,以及各种类型的陶瓷。
-
低摩擦力。 在 CNC 机床上加工复杂零件时,刀具会急速移动。并且由于摩擦力的增加,其运动的准确性会丢失。
-
耐磨性。 在简单的木工机器模型中,导轨与床身一体铸造,而在 CNC 机床中,导轨与床身机械连接。但在所有情况下,维修都是一项复杂而负责任的业务。

由于机器的类型和型号很多,因此它们的指南各不相同。
种类
任何机器的成型运动都是旋转运动和直线运动。 他们需要适当的指导。
-
圆工作台常用于回转工作台,从各个侧面加工工件时。它们存在于铣削和 5 轴机床中。
-
车床和多操作数控机床的动力头和卡尺沿直线垂直和水平移动。
-
专用机器设备需要倾斜。

制作指南越容易,它们就越便宜,但它们并不总是能提供所需的运动精度。 因此,必须正确选择横截面的形状。
-
长方形,与床同时浇铸,最简单。 通常在廉价的台式机中找到。
由于它们的承载面积大,它们可以很好地应对静载荷,但具有很高的摩擦力。
它们在工作精度方面没有区别,因为由于磨损,导轨和衬套之间会出现间隙。但是它们是可修复的,它们很容易研磨。


- 三角形或棱柱形,更准确地说,因为由于斜边,没有间隙。它们在机床行业被广泛使用,但现在正逐渐被其他类型所取代。

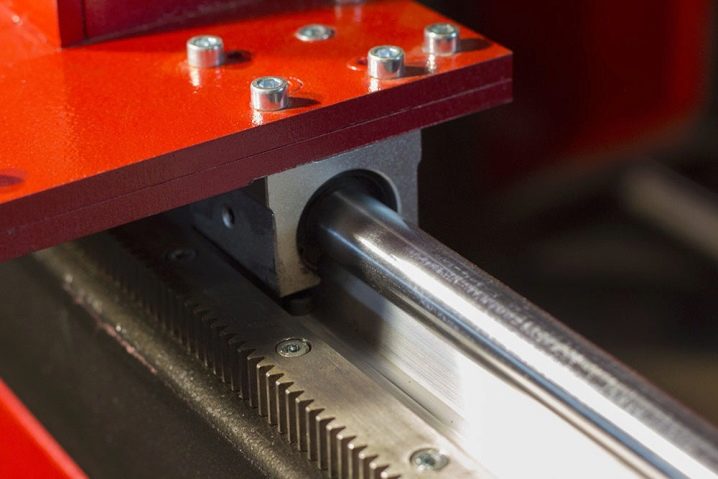
- 抛光圆柱轴 - 简单通用,易于安装在机器上或更换。感应硬化和表面光洁度确保耐磨性和低摩擦性。但是有一个缺点 - 沿边缘紧固会导致在自身重量或卡钳质量下下垂。一点点,但已经导致产品错误。因此,这种导轨的长度不超过1m,轴的直径与长度之比至少应为0.05,最好为0.06-0.1。

- 花键轴 更好地抵抗弯曲和扭曲。并且骑在轴上的套筒不能自行转动,增加了整机的刚性。花键轴的缺点与抛光轴的缺点相同。还有一件事——花键轴很难正确安装在机器上,所以很少见。


- 圆柱导轨 - 这些是普通的圆形导轨,但在整个长度上它们被焊接到棱柱形支架上。这增加了刚性。当机器加工大型工件时,这些导轨随床身弯曲,因此刀具或工件的相对位置不会改变。这意味着精度提高了。而且这些铁轨很便宜。


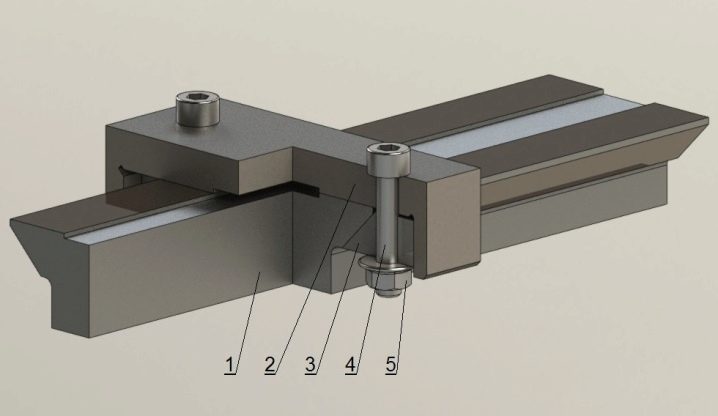
- “燕尾” 用于需要在交变和静态负载下具有刚性和稳定性的重型机床。它们与床一体铸造,因此磨损后很难修复。只有制造商或非常谨慎的手工工作人员才能沿整个长度磨削平面。但是这样的铁轨服务了很长时间。
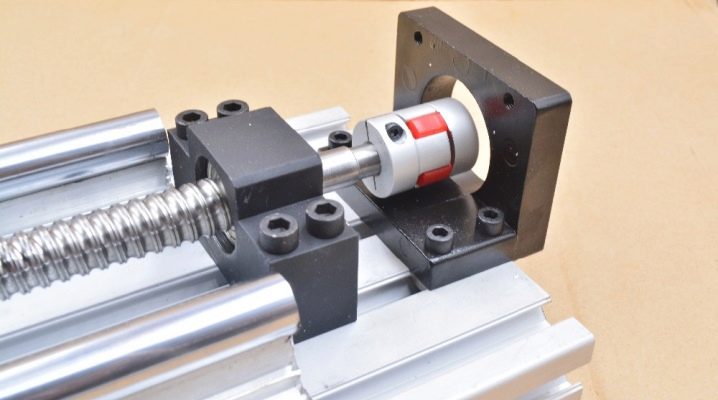
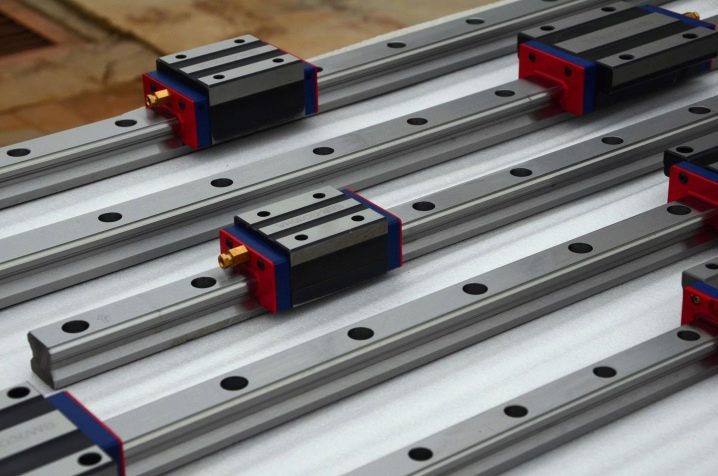
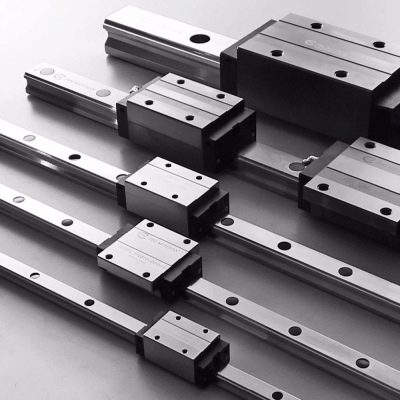
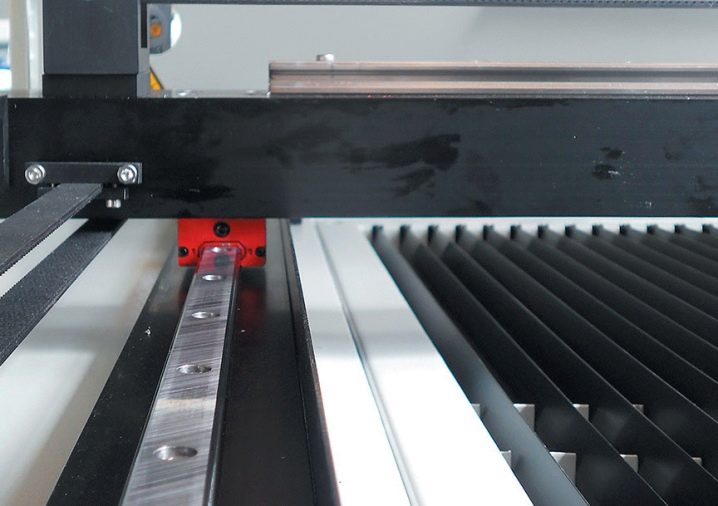
- 钢铝型材 - 工作中最可靠的。由于滚珠或滚子沿其移动的凹槽,此类导轨可以很好地保持负载,不会移动,不会扭曲或弯曲。
但它们很昂贵,因为它们在制造过程中需要特别高质量的加工。而且它们也难以安装在机器上,因为需要紧固件的高精度和对齐。
机器的质量不仅受导轨本身的影响,还受到它们的往复衬套的影响。 在机械工程中,它们被合并为一个术语——指南。而摩擦力、定位精度和影响运动的一切都取决于这对鞋的设计。因此,导轨是不同的:滑动、滚动和组合。
滚动导轨
在它们中,卡钳套筒沿着轨道骑在滚珠或滚子上。套筒上制作了特殊的螺旋槽,因此,当滚珠到达边缘时,它们会返回其原始位置。让我想起了轴承。 这种解决方案有很多优点。
-
良好的动态品质和低摩擦 – 卡尺可以快速加速和停止。这对于精确加工诸如切口和底切的小零件很重要。
-
低散热 – 导轨不会因热效应而变形。这对于高精度(精密)设备尤其有用。
-
它们易于维护 – 磨损时,更换滚珠就足够了。它们比导轨软,因此磨损更快。


但有一个缺点——阻尼能力低。这意味着切削过程中产生的振动总是传递到机床床身。这会降低处理的准确性并导致联姻。例如,在粗加工操作中,如果余量不均匀,就会发生振动。
滚动导轨的设计略有不同。 它们是滚子和球。
-
滚子轴承比滚珠轴承承受更大的载荷。但是在滚轮末端发生的摩擦会降低动态质量。
-
滚珠轴承更适合精密工作,但不能容忍增加的切削条件。


对于困难的条件,需要其他设计。
滑动导轨
其中,套筒沿润滑层沿导轨滑动。 由于支撑面积大,能承受包括冲击载荷在内的剧烈载荷,因此被广泛用于初始加工方式。 但是在这些导轨中,静摩擦力远高于运动摩擦力,因此,在低速时,节点不会均匀移动,而是跳跃。


为了弥补这一点,使用了各种技术解决方案。
-
流体动力具有简单可靠的设计。 油通过导轨和衬套之间的润滑槽被吸入其中,从而分隔摩擦表面。这些凹槽沿着导轨的整个长度。这种导轨具有高刚性和良好的阻尼质量。缺点 - 它们仅在高速下才能正常工作,否则没有流体动力效应。此外,在加速和减速期间,操作条件恶化。这种导轨广泛用于刨床和旋转机中。
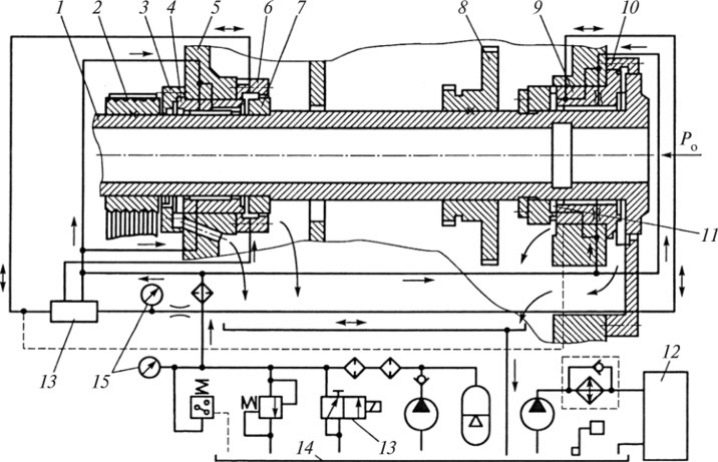
- 静液压没有这些缺点。 它们是在泵的压力下润滑的,所以表面总是有一层厚度为10-50微米,有时甚至100微米的油膜。

但它们有严重的缺点——它们需要用于油循环和过滤的设备,在运行过程中会发生加热,并且需要特殊的装置将卡钳固定在所需的位置。此外,该系统难以维护。
静压导轨广泛用于重型和独特的高精度数控机床。它们是开放的和封闭的。开放式(无带)设计更简单,在稳定的操作条件和大质量的卡钳下使用。封闭式的更能抵抗弯曲和倾翻,但需要仔细和昂贵的制造。
- 空气静力学使用空气而不是油。 因此,它们具有低摩擦、高精度和耐用性。如果您卸下气源,卡钳将牢固锁定,这与静液压装置不同。但是它们的刚性和动力更差,并且由于空气密度低而出现振动。并且必须定期清洁空气通道。

这些导轨已在轻型机床中证明了自己。它们用于坐标测量机、PCB制造机和类似设备。
经常使用的设计结合了不同类型指南的积极品质。
结合
采用半流体或液体润滑、混合滚动-滑动摩擦等解决方案。它们具有高刚性和平稳运行。但是它们的寿命很短。
无论设备多么完美,都需要保护免受损坏和定期维护。
配件和消耗品
主要任务是确保摩擦部件之间只有油。 为此,指南受到特殊设备的保护。
-
波纹橡胶保护不会产生冷却液 (切削液)接触金属制品,可防止灰尘和小碎屑。但它无法应对尖锐的切屑或大型物体,例如,如果工件掉在床上。
-
滚动保护更可靠。 当卡尺移动时,它会卷成一卷,另一方面,它会展开。因此,导轨总是用金属胶带覆盖,尽管是薄壁的。
-
伸缩式 - 最可靠的。 一个厚盒子在导轨的整个长度上展开并从四面八方覆盖它们。

但请记住,保护越大,折叠它所需的努力就越多。而且摩擦力越大。因此,对于需要高动态质量的弱或精密机器,您不应选择伸缩式选项。 但不建议节省保护。
-
有时需要手动清洁导轨。为此,您需要一个刮刀。
-
如果在操作过程中产生过多的碎屑,则建议将雨刮器固定在卡钳上。
技术喜欢维护。
-
抹布是清洁表面污垢和旧油的理想工具。
-
表面润滑油可保护零件免受腐蚀。此外,您需要定期用油冲洗导轨以清除氧化物。

但是,如果这些工具没有帮助,您可以随时购买新的指南。
选择的特点
维修时,您可以简单地购买相同的指南。并且您可以升级机器。 请记住几件事。
-
导轨安装有预紧力。 它由滑架中滚珠或滚子的直径调节。例如,对于沿 X 轴和 Y 轴的 CNC 车床,预紧力应为 0.08C。而对于Z轴,应该是0.13C。从而保证了整个结构的高刚性。
-
导轨必须与整台机器的精度等级相对应。

确定产品类型。
-
抛光轴适用于加工长度小于1m的软质工件。
-
要磨锐金属或大型木制毛坯,您需要型材导轨。
最后,只在受信任的商店购买组件。
往往有赝品,不仅破坏了空白,而且破坏了合同。为了证明你的观点,无需编辑即可一次性拍摄视频新指南的解包。













评论发送成功。