机床工具

机床工具扩展了它们的技术能力并节省了资金。您可以使用现有设备,而不是购买新设备。 从本文中,您将了解 CNC 机床的机床及其用途。
主要要求
机床是将刀具和工件固定在机床上的装置。多亏了设备,机器可以执行不寻常的操作。例如, 由于在传统的立式铣床上进行分割烹饪,因此可以切割齿轮。 车削设备上的铣头切割键槽。


配件不包含在设备中,必须单独购买。 为了获得好的结果,它必须满足一些要求。
- 刚性和阻尼质量。 由于刚性夹具,零件不会从一侧“移动”到另一侧。这很好。但是在粗加工时,刚性工具不会消除不可避免的振动,这会产生错误。因此,对于精密机器,工具必须由硬质硬化钢制成,而对于粗加工机器,则需要软质原钢。
- 如果可能,请使用机械驱动器。 重要的是,驱动器不会夹住工件,相反会松开紧固件。然后,如果在运行过程中软管断裂或驱动器短路,工件不会飞出机器,而是留在夹具中。这样比较安全。例如,可以使用一组碟形弹簧将工件牢固地固定。
- 工件复位时间应为上机加工时间的2-10%。 并且紧固元件必须不与工具的轨迹相交。
- 工装的精度等级必须与机器的精度等级相同。
- 和标准 - 可靠性,耐用性,低廉的价格。
对机床的要求到处都是一样的。但它针对不同机器的型号是不同的。
车床需要什么?
在车床中,与在任何其他机器中一样,工具用于:
- 握住工件和工具;
- 测量尺寸;
- 为工件提供额外的支撑。

这种机器有各种流行的设备。
需要墨盒来固定工件。 它们有几种类型:
- 夹头夹持短而易碎的工件;
- 驱动用于紧固长轴;
- 楔块提供高安装精度;
- 杠杆可固定各种尺寸的工件;
- 薄膜在精加工操作上精确地对中零件;
- 对于木工机器,您需要三叉戟 - 修复软木坯的最简单设备;
- 3 爪和 4 爪具有良好的精度并且易于使用。





卡盘允许您固定短零件悬臂和加工端部。
- 平面垫圈固定不对称工件。
- 需要中心来固定已准备好中心孔的轴。与弹药筒不同,在中心,基部是沿着工件的旋转轴,而不是沿着外表面。因此,可以获得高精度的圆形毛坯。


中心有 2 种类型。
- 非旋转(推力)在运行过程中是静止的,工件在油膜上旋转。这种中心提高了精度,但容易因摩擦而过热。固定在主轴上的齿轮中心可以将旋转传递给工件。
- 活动中心不允许热量,但由于轴承中不可避免的游隙,它们的精度较低。


锥形中心仅适用于轴。 为了安装带有内孔的工件,使用真菌中心。
- 当工件很长时,使用 Lunettes。这是防止工件弯曲的附加支撑。
- 各种灯。


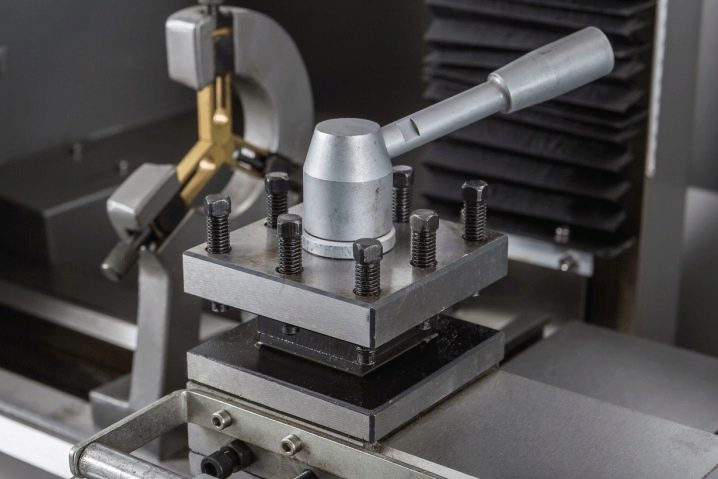
此外,铣头也安装在车床上。结果是一台通用的多用途机器。但复杂的工件最好在专用设备上进行磨削。
制粉设备概述
它面临类似的任务,但设计不同。
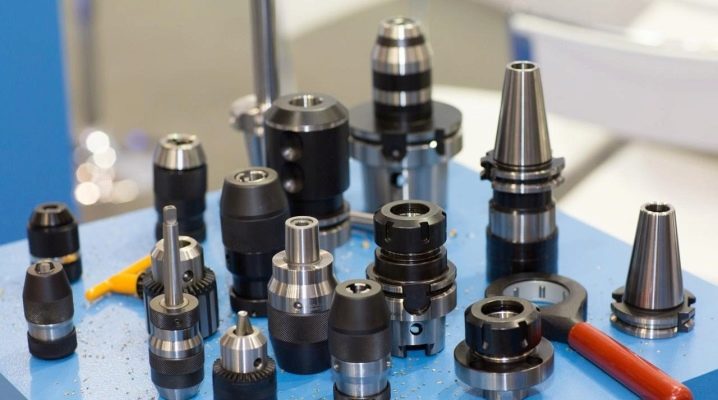
用于固定工具的技术设备可以有多种类型。
- 自紧夹头用于夹持端面铣刀、面铣刀和指形铣刀。但通常刀具直接插入主轴。
- 当刀柄不适合主轴孔时,使用辅助紧定套。例如,使用它可以将带有圆柱柄或 7:24 刀具锥度的铣刀夹在带有莫氏锥度的主轴中。
- 在卧式铣床上固定圆盘和圆柱刀具需要心轴。



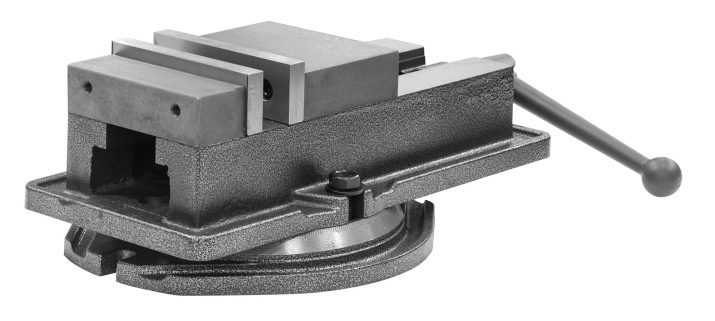
为了固定工件,使用了特殊装置。
- 虎钳用于小零件。当两个下巴都移动时,恶习是自动居中的,而不是。海绵由硬化或低碳钢、塑料、橡胶等制成。不一定是扁平的,复杂形状的细节安装在定型海绵中。
- 分度头允许精确切割花键或齿。
- 桌子是旋转的和固定的。有些型号可以倾斜,让您可以从侧面加工工件。
- 永磁体或电磁体上的磁板。前者更好,因为它们不会像电磁体那样由于涡流和感应而发热。但后者具有更高的夹持力。
- 真空装置,大头钉将工件固定在所需位置。
- 棱镜和夹具,因此可以固定轴和机器,例如键槽。
- 针脚和手指。需要在桌子上安装平面空白。 3个引脚用于固定零件。这是合乎逻辑的,因为要设置平面的位置,您需要 3 个参考点。因此,在销钉上的安装具有更高的精度。并且为了固定工件,使用了各种夹具。



7
相片
机器的功能可以通过使用钻孔、磨削或开槽头来扩展。但无论铣削设备多么精密,需要适当夹具的磨床都能提供如镜面般干净的表面。
磨削模型的附件
它们类似于用于其他金属加工机器的那些。 例如,对于圆形磨削,您需要:
- 具有可互换钳口的钳口卡盘;
- 多瓣夹头;
- 驱动卡盘,长轴中心架;
- 固定和旋转中心,正向、反向、真菌和其他;
- 精加工齿轮的分度头。




平面磨床的设备与铣削设备的夹具差别不大:
- 转台;
- 带有用于固定工件的可更换钳口的虎钳——最好是自定心;
- 棱镜、大头钉;
- 砂轮心轴。




但研磨夹具的精度必须高于其他机器。这是通过调整移动机构中的间隙和间隙来实现的。
但是磁性板的使用范围有限。 对金属进行研磨时,会产生大量金属粉尘。而且由于磁力线很容易穿过金属工件,因此灰尘很难被冷却剂(冷却剂)洗掉并被磁化。
如您所见,机床工具扩大了制造零件的范围。 而且您不必花钱购买新设备。唯一不应该保存的是保护设备。始终遵循安全预防措施。













评论发送成功。