关于车床夹头

没有机床的改进,金属加工行业的快速发展是不可能的。它们决定了研磨速度、形状和质量。
车床卡盘牢固地夹持工件,提供所需的夹紧力和定心精度。 本文讨论了有关选择的主要细微差别。

特点
本产品用于一般和特殊用途的机床上,将工件固定在主轴上。 这提供了强大的夹持力和高扭矩的高夹紧力。


种类
现代市场上出现了大量用于车床的卡盘:皮带式、气动式、膜式、液压式。所有这些都根据以下四个标准进行分类。
根据夹紧机构的设计
根据这些参数,车床卡盘分为几种类型。
-
引导墨盒。 此类产品最简单,用于中心加工。如果侧面需要磨尖,请选择带有锯齿或销钉的选项。
-
自定心螺旋.
-
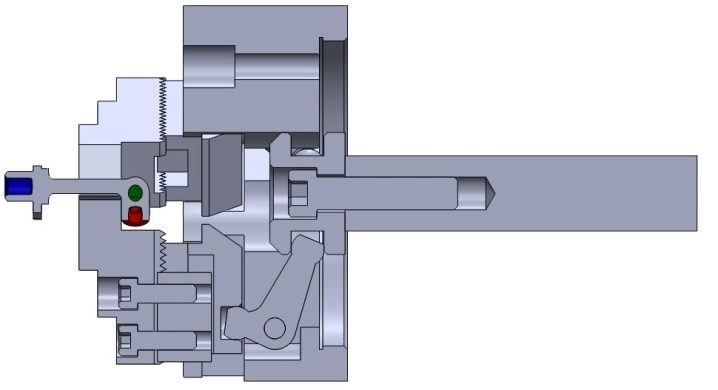
杠杆.这种类型的特点是存在由液压驱动器驱动的连杆。该产品在小型工业中的需求增加。
-
楔形导轨.它类似于杠杆,但具有更高的定心精度。
-
夹头.这种装置只能以小直径棒的形式固定样品。尽管通用性有所降低,但由于其径向跳动低而广受欢迎,这对质量有积极影响。
-
钻孔 - 将钻头与机器连接。
-
收缩夹头.它与夹头在同一台机器上使用,但需要收缩配合。
-
夹头装置的替代方案是液压气动卡盘。 车床卡盘在流体压力的作用下夹紧刀具,因此牢固夹紧刀具所需的力较小。


让我们仔细看看一些流行品种的结构和特点。
夹头
一个重要的角色是一个金属套,分为三股、四股或六股。它们的数量决定了固定产品的最大直径。
按设计可分为进料夹头和夹紧夹头两种。它们由一个带有三个无孔切口的硬化钢套筒组成,其末端相互压在一起形成一个花瓣。弹射器夹头是弹簧加载的,数量因型号而异。

随着夹头在卡盘中前进,凹槽变窄,增加了闩锁和工件的夹持力。
出于这个原因,这种类型的卡盘通常用于精加工已经加工过的工件。如果工件的类型与夹头的形状不匹配,工匠会使用可互换的刀片。

杠杆
该设备设计的中心位置是一个驱动支架和夹具的两臂杠杆。 它们每个都有不同数量的凸轮。此功能允许您处理具有复杂几何形状的零件。车床卡盘需要更多时间进行辅助工作,从而降低了生产率。但是,它是小工厂一次性生产的合适工具。

这种机器可以用扳手调整(同时移动凸轮).每个部分的位置也可以独立调整。
工件装夹后,通常选择杠杆式产品进行粗加工,因为最轻微的间隙会影响未来零件的形状。
楔
车床用楔形卡盘是杠杆式设计的更高级版本。几个独立的致动器用于调整夹具的位置。因此,具有复杂几何形状的工件可以在任何方向上夹紧和旋转。 除其他事项外:
-
可以加工误差小、形状精确的产品;
-
对每个凸轮施加均匀的力;
-
高速高质量固定。


然而,这大大增加了设置的复杂性和工作前的设置时间。在许多情况下,车床夹头具有适用于 CNC 设备的特殊夹头型号。
按凸轮数量
以下项目的需求量最高。
-
两爪.这种弹药筒在一侧有两个圆柱体,在夹爪之间有一个螺钉或一个机械传动装置。如果间隙向工件移动,中心轴也将移动。
-
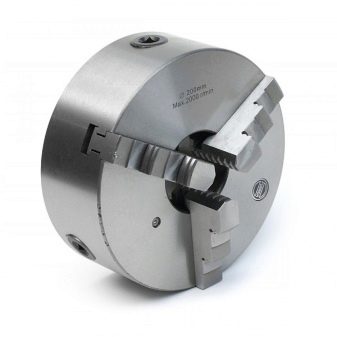
三爪.它们由齿轮传动装置驱动,让您无需耗时的重新调整即可快速修复零件。使用锥形或圆柱形台肩进行定心。
-
四爪.它用螺钉固定并且完全自主,它们的轴在圆盘的平面内。这种类型的车床夹头需要小心地对中。
-
六爪.这种弹药筒的破碎力低,压缩力分布均匀。凸轮有两种类型:内置凸轮和组装凸轮。它们不是很受欢迎,您只能通过预订来购买它们。


按夹具类型
卡盘凸轮分为正向凸轮和反向凸轮。这对性能几乎没有显着影响。
这可能是最流行的设计。该机构的操作是使用两臂杠杆移动凸轮和夹具。


按精度等级
总共有 4 类准确度:
-
h 是正常精度;
-
p - 增加;
-
b - 高;
-
a——特别是高精度。

根据应用,可以选择夹爪体的材料:
-
铸铁≥sc30;
-
钢≥500 MPa;
-
有色金属。

方面
共有 10 种标准车床卡盘尺寸:8、10、12、16、20、25、31.5、40、50 和 63 厘米。


制造商概述
德语在现代市场非常流行。 罗姆 和波兰语 野牛, 它还拥有生产技术设备、工具和机器部件的工厂。尽管它们非常昂贵,但现在生产任何没有车床卡盘的东西都是不可想象的。


白俄罗斯制造商 Belmash 的墨盒在独联体也很受欢迎。

选择时要考虑什么?
不正确的设计会导致缺陷产品和机器故障的数量增加。 根据GOST,连接时应考虑以下几点。
-
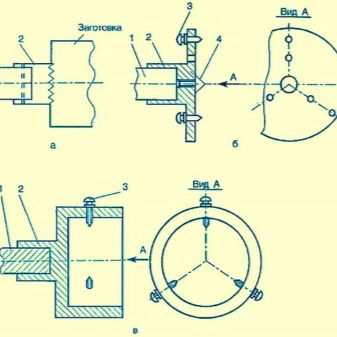
主轴上的安装方式。 定心带、法兰、凸轮夹和旋转垫圈可用于紧固。
-
有频率限制.考虑车床卡盘的最大运行速度。
-
卡爪数量、卡爪类型(滑动式或组合式)、硬度和夹紧方法、运动类型 - 所有这些都决定了夹具的性能和重新配置所需的时间。

自己怎么做?
提前考虑如何将产品固定在机器上,如有必要,制作或购买螺纹套筒。 之后,您可以继续。
-
在现有板上,标记一个圆和两个通过其中心并以 90 度角相交的轴。
-
沿着标记用竖锯切出前面板,并打磨好。
-
沿所得轴线在距中心几厘米处和距边缘两到三厘米处切割凹槽。
-
将角锯成四个相等的部分,并在每一侧用相同大小的钻头钻一个孔。
-
在第二个角条上切一个 M8 螺纹,然后拧入螺栓。
-
安装螺纹衬套以进行轴安装。
-
用螺丝和垫圈将支架连接到前面板。
-
最后一步是将卡盘安装在车床上。

为了将工件固定在这种自制卡盘中,通过拧紧螺母移动和固定角度,最后用拧入螺纹的螺钉夹紧工件。
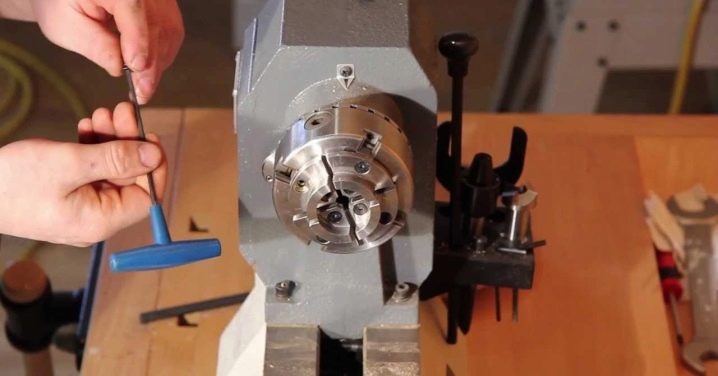
如何正确安装和拆卸?
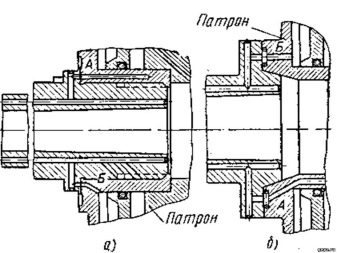
该机器可以配备螺纹或法兰卡盘,这完全取决于其尺寸。第一种可用于微型机器。螺纹夹头不是很重,所以组装不是问题,只需将螺纹部分对齐并将它们拧在一起。这可以由一个人完成,无需使用工具。
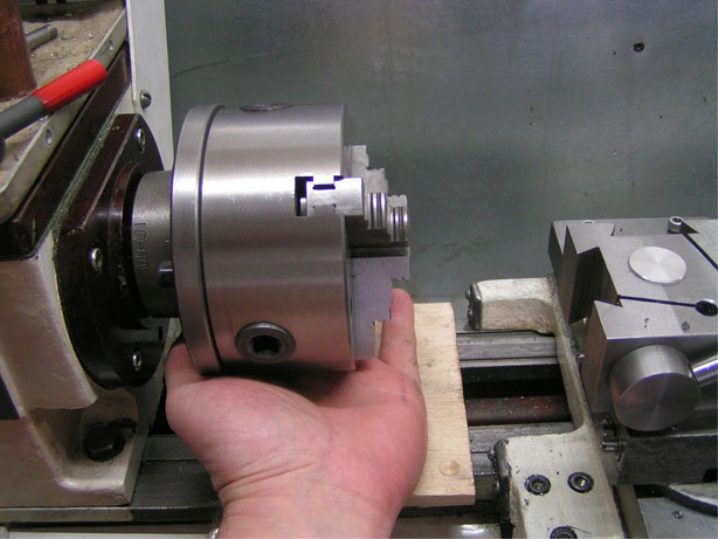
法兰版本的墨盒重量可能超过 20 公斤。 最受欢迎的类型是安装在主轴下方的旋转垫圈。


安装分几个阶段进行。
-
首先检查卡盘和主轴的状况,并修复任何故障。 主轴跳动不应超过 3 微米。
-
汽车进入空档.接下来,将墨盒安装在安装底座上。现在我们需要使墨盒居中。
-
将卡尺安装到主轴上,距离约为 1 厘米,将螺柱与法兰上的孔对齐。 然后尾座被送入卡盘,导轨在夹爪之间的整个长度上运行,然后被夹紧。
-
在下一步中,将墨盒安装在主轴上(销插入法兰孔中)并伸出套筒 - 可移动的主轴箱衬套。
-
然后打开凸轮,缩回尾座,拧紧螺母。 工作结束时,检查端面的跳动。

接下来,考虑如何拆卸自动木工机的卡盘。
-
预先拆下凸轮后,将导轨相对于卡盘尽可能靠前。 装上尾座。
-
然后将卡盘固定到位的螺母一一拆下。 为此,必须将变速杆设置为最小旋转,以防止改变卡盘的位置。
-
松开第一个螺母后 将操纵杆转至高速, 并将卡盘旋转到正确位置。
-
收回羽毛笔和 慢慢地将卡盘从主轴法兰上松开。
-
如果墨盒很重,则必须将其放置在某种支架上, 然后松开凸轮,并从插座中取出导板。就这样,工作完成了。
遵守设置和操作机器的规则,保证了工件加工结果的质量,并确保了机器的长期不间断运行。
操作提示
正确使用车床意味着以下几点。
-
定期清洁 设备和定期排屑将有助于最大限度地减少停机时间、故障和车削浪费。如果没有系统地进行维护,设备故障会急剧增加,耐用性会降低,生产成本会增加。
-
为避免设备故障, 定期检查工作工具的切削刃和背面的状况及时锐化或更换钝的工具。
-
所有必要的组件如油、冷却液、工具、车床附件和紧固件, 必须具有适当的质量和指定的品牌。
-
更换有缺陷的零件和工具, 解决简单问题。













评论发送成功。