关于车床刀具你需要知道的一切

专业人士对车床刀具了如指掌,但对于无知的人来说,很容易迷失在各种类型、形状和刀具制造商中。对他们来说,用自己的双手制作门牙这一话题变得更加困难。但是仍然有锐化和安装的规则。 值得关注这一点。

特点
什么是车刀 - 这是一个涉及刀柄和工作头的元件。 第一个有助于将刀具固定在机器上,第二个有助于处理工件。 支架的横截面可以是正方形和长方形。工作部分包括几个相邻的平面和切削刃,刃磨角度与此刻被加工材料的特性有关,也与加工本身的类型有关。

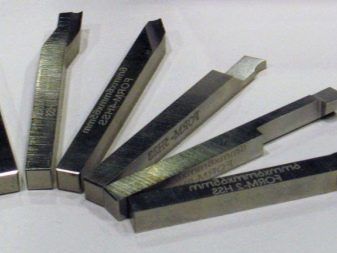
关于工作头的一点:它可以是实心的,也可以是焊接(或焊接)到它的板。 即使在今天,也有用于车床的刀具使用可互换的板进行操作,这非常方便。带有实心元件的刀具不太常见,但焊接/焊接的刀具更常见。它们由高速钢或含钽、钛或钨的硬质合金制成。

该零件可用于加工钢、铸铁、有色金属制品以及非金属类材料。
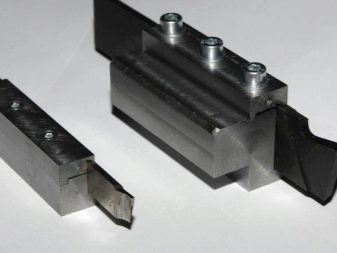
如前所述, 更换刀片的车刀对专业人士来说是一件方便的事情。 头部上的板可以用螺钉或特殊夹子机械固定。然后使用起来非常舒服。尤其是如果板是由矿物陶瓷制成的(尽管在这种情况下切断部分的成本会“急剧上升”)。
车刀的工作部分是硬质合金,它发生在高速钢或优质碳钢中。 门牙的种类很多,这是一个大而复杂的分类。


查看概览
门牙在功能、设计细微差别和其他参数方面有所不同。
预约
在这里,我们谈论的是切割机使用的材料。
-
靠木头。 在市场上,可以找到带有戒指、梳子、梳子、钩子、梅塞尔的套装。刀具和旋转机构固定在一起。
-
对于金属。 当您需要焊接或焊接板时,他们会谈论刀具的最佳选择。在这种情况下,更经常使用硬质合金和高速合金。这种刀具不仅可以安装在车床上,还可以用于开槽、刨削、特殊用途等。

这个分类很小,这里的选择不会是困难的。
按设计
这些是实心门牙,其中轴和头部由一个系统铰接。或者它是一个带有焊接板的工具,它们非常牢固地连接到头部。 如果在没有技术精度的情况下进行板的焊接,随后可能会在工作表面上形成裂缝。 这种刀具被广泛使用,因为它们适用于各种机器。
刀片机械紧固的刀具被认为是金属刀片的方便选择之一。这适用于预制和调整品种和持有人。

按加工类型
这里的刀具分为精加工和半精加工。精加工时,进给速度低,从坯料上去除厚度较小的材料。大多数情况下,此类工具由贯穿刀具表示。 半精加工与之前的版本非常相似,但与精加工相比,它们的特性要弱一些。 但它们可以用于相同的任务。


按安装类型
切向门牙 - 一种以一定角度安装的工具,此外,除直门牙外,任何工具都可以安装。这是相对于进行操作的表面的轴测量的。该工具的特点是用于内部车削的复杂紧固件方案。
径向铣刀的特点是在被加工的表面上完全固定一个直角。 出于工业目的,一种流行的选择。径向品种有一个很大的优势 - 它是一个简化的安装系统。


按提交类型
这里更简单:左边的门牙被称为工具,右边的部分是切削的,被加工的金属就是车削的。 右门牙在左边有一个切削部分,加工的金属表面在上面转动。

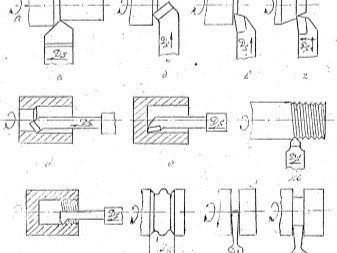
通过将切割部分固定在杆上
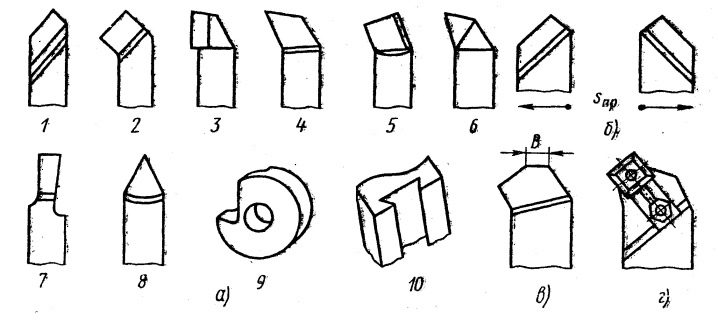
而这一特征呈现出4种门牙。弯曲的以特殊的曲线为特征,这是精确上部位置的投影轴的特征。横向定位保证了线条的直立位置。直门牙是指其投影轴从上方和侧面均保持在一条直线上的门牙。
在后退的门牙中,头部和轴的大小不同,头部会更小。 它附着在切端轴上。细节的特点是在任何方向上关于门牙轴线的一些位移。那么,上定位的弧形门牙与投影轴通过直线连接,而侧向投影则以曲线连接。


按加工方法
而且品种很多。
-
底切。 如果是交叉进给机,工具很容易连接到设备上。这些要么是不同表面的边缘,要么是阶梯元素。
-
检查站。 适用于横向和纵向进给设备的金属加工。如果修整指的是端部、圆柱形和锥形毛坯,则这是正确的。
-
无聊的。 需要用于通孔和盲孔,用于凹槽和凹槽。
-
圆形的。 在这里,表单定义了名称。
-
螺纹。 形成外螺纹和内螺纹,截面有梯形,也有圆形和矩形。产品本身可以是均匀的、圆形的,也可以是凸面的。


而且门牙是均匀的(它们保留矩形边缘),弯曲的(它们仅在形状上略有不同),形状(它们与复杂结构的形状形式相结合)。
材料
已经注意到门牙由多种材料制成。例如,从硬。 这些是可以加工有色金属和各种合金的钨工具。 适用于铸铁、非金属工件。还有可以加工任何金属的钛钨刀具。而钽钨钛刀具则需要在任务是加工难处理金属的地方,例如锻造和耐热金属,也就是那些不那么简单的刀具。


如果刀具是由快切材料制成的,它们可以是标准效率和高效率的。但是那些由碳材料制成的工具被认为是最高质量的,而且非常正确。
金刚石刀具也被使用:它们很好地加工有色金属,以及塑料、橡胶、硬橡胶、纤维。 但是对于黑色金属,它们几乎不起作用,因为从它们的角度来看,金刚石切割机被认为是非常脆弱的。 Elbor 被认为是钻石元素的“新”竞争对手。

顶级生产商
在主要制造商和俄罗斯公司中也是如此。例如,INIGS,他以合理的价格通过零件进行出色的钻孔。 而在国产品牌中,Kanashsky IZ是领头羊,其热门产品是直线型。 在进口企业中,捷克制造商信心十足。
套装也很受欢迎,例如一套木工工具。 最受欢迎的产品——“Enkor”,以及“Metalmaster”、Proma、Proxxon。 但是,您不仅需要关注品牌、价格和生产国。


选择技巧
刀具的选择取决于要加工的零件类型、零件材料、形状和所需的表面光洁度。例如,需要一个没有内孔的圆柱形零件,这意味着刀具将需要弯通、直通或推力刀具。
选择时还要考虑什么:
-
制造材料(例如不锈钢或硬质合金);
-
套件的存在/缺失(购买套件通常更有利可图);
-
使用通用工具的可能性,这种刀具也可以称为预制刀具,因为可以将不同的板连接到其中的夹具上,因此可以以不同的角度加工不同的工件。

很多时候,专业人士在“为自己”选择工具时会遇到困难。它确实应该易于使用,而且最好是便宜的。而制作自制刀具的想法并不是这样的赌博。
自己怎么做?
假设我们正在谈论制造木材车削工具。正是这些工具更频繁地自行制作。
任何类型的凿子都需要遵循这种模式。
-
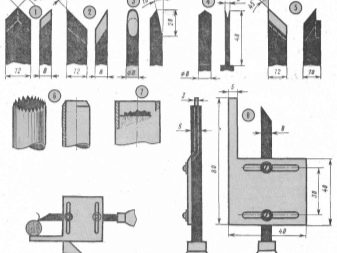
根据图纸或照片,切割出所需形状的钢坯 - 这是根据指定尺寸在车床上完成的。
-
对未来的刀具进行初级刃磨。
-
金属部分必须经过硬化处理,以便刀具可以加工不同类型的木材。首先,金属被加热到极限温度,然后降低到发动机油中,在那里它必须完全冷却。或者你可以把它放在室温下。
-
接下来是画龙点睛。
-
刀具的切割部分安装在工具的木柄上。


在这个过程中,最关键的时刻将是初级磨刀。 刀具非常不同,例如,它们是由文件制成的,但本质恰恰在于工具的用途,它会影响结果。 例如,要制作具有半圆形切削刃的刀具,在工件上标记轮廓,沿其去除所有不必要的部分,并磨锐所需半径的尖端。切削刃必须小心地磨锐,以使其平整。

如何用自己的双手制作切割机的示例。
-
空白是从一个大小的文件中伪造出来的。
-
将扁平工件放在半圆形压接上,压接上立在砧孔内,顶部固定半圆形抹子,用锤子敲击。这样做是为了使围绕纵轴的画布弯曲。使用钢筋代替抹子。
-
直到硬化的那一刻,“草稿”以 45 度角转动。硬化后,再做同样的事情会更加困难,所以重要的是不要错过这一刻。
-
然后工件硬化,需要让其冷却。
-
帆布被送到烤箱加热到 200 度。 20 分钟后,他们将其取出并放在空气中直至其冷却。
-
外表面和内表面都经过处理,所有变形都必须对齐。
-
必须首先将切削刃垂直于纵向轴线对齐,从而使切削刃锋利。
-
剩下的只是把把手放在上面 - reyer 已经准备好用自己的双手。
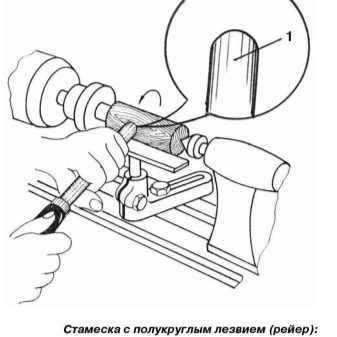

顺便说一句,雷尔的刀片可以是直的,也可以是斜面的,卷曲的,这取决于使用工具的目的,其作用的广度。
锐化的细微差别
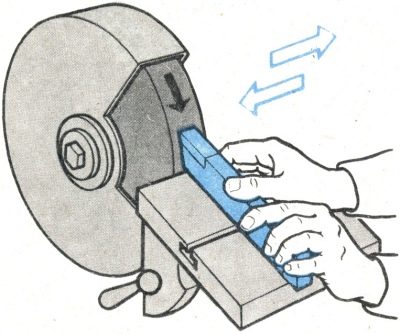
磨尖门牙不仅仅是一个负责任的时刻。没有它,就不可能将工作部件保持在最佳状态、形状和直角。不必仅对一次性硬质合金刀片形式的刀具进行磨削。 如果我们谈论工业企业,那么刀具是在特殊机器上磨削的。 在家里,你必须要有创意。例如,为此可以使用化学品或砂轮。砂轮通常安装在车床上——它可以很好地磨刀,使刀具达到所需的几何形状。


如果您决定选择砂轮,则需要重点关注基材。例如, 正确地磨硬硬质合金刀具,圆圈将是绿色的,金刚砂。 如果对优质碳钢或高速钢制成的零件进行刃磨,应选用刚玉砂轮。
锐化是在冷却和不冷却的情况下进行的,对于许多工匠来说,第一种选择更可取。 冷水将供应到刀具与砂轮接触的区域。如果排除冷却,那么在手术后急剧冷却仪器是不可接受的,切割部分有简单的破裂风险。
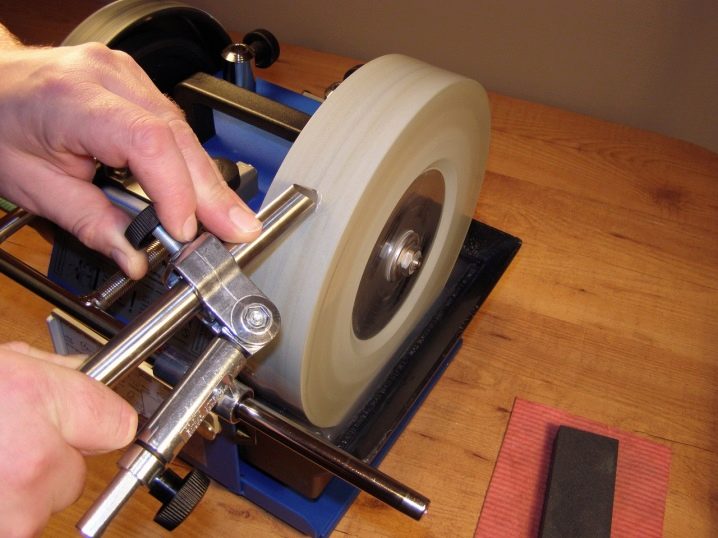
锐化还涉及示例性相位: 首先,在圆上,加工底座的背面,然后加工后部辅助,并且仅在终点线 - 前部。考虑到所需的曲率半径,切端尖端的锐化将完成工作。
就在磨刀的那一刻,元素应该慢慢地绕一圈移动(只是慢慢地,急速经常会打乱操作),不要用力按压它。 这对于组织均匀磨损和形成极其均匀的切削刃非常重要。
安装规则
将元件完美地固定在刀架上是随后正确的车削过程。如果工具设置不正确,机器很快就会磨损切削刃。在开始安装之前,必须清洁支架支架。从本质上讲,规则 #1 是刀具的尖端应位于车床中心线的水平面上(这意味着居中)。 如果设置在该线以下,则零件在运行时只会被推出中心,如果设置得更高,则无法接受加热并且磨损会很快。

关于安装还有什么重要的知识:
-
如果它用至少两个螺栓固定在一个特殊的支架上,这已经保证了正确的安装;
-
将固定刀具带到尾座或主轴箱的中心,进行高度调整,其下铺设不超过三层衬板;
-
顺便说一句,衬里的准备方式很复杂,没有其他选择;
-
刀架支架上放置衬里,控制刀架的离开(不超过1.5芯高),否则机器会振动工作;
-
然后您可以使用测试芯片或进给刻度盘调整刀具的深度;
-
如果采用第一种方法,则将刀具拉紧,直到碰到旋转元件,然后向右走,然后直观地确定切削深度。
-
如果您错过了磨刀直径,则需要以所需的切削深度重复所有操作,直到获得正确的切削深度。
顺便说一句,在将刀具安装到支架之前,您应该知道可以同时固定 4 个元件。每个安装座不提供少于两个螺栓。
对于切割金属,对于雕刻木质表面,刀具几乎是必不可少的。 您可以在单数中搜索所需的元素,您可以购买用于 CNC 机床的多刀组,并且您自己制作一些元素的成本会更低。最重要的是准确了解该工具的功能并了解使用它的技术。














评论发送成功。