关于转塔车床

为了实施金属产品加工的各种操作,经常需要使用车床。在一个大的类别中,可以挑选出使用最广泛的旋转-旋转类型的单元。


一般描述
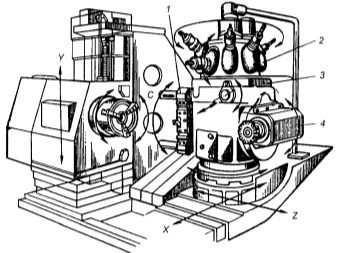
转塔车削设备的基本用途对应于典型的车削装置。 不同之处在于多位置旋转头的存在。这种结构元件大大提高了设备的效率,也减少了处理每个产品所需的时间。除了, 使用 CNC 模块对 TRS 进行的现代修改已遍及各地。 他们有一个炮塔,用于放置切割工具的特殊着陆区。
所需的头部结构类型是由于金属加工的快速发展。 事实是这样的结构细节与 CNC 的结合可以让您将加工产品的速度提高 2 倍或更多。此外,它还提高了成品零件尺寸精度和表面粗糙度的参数。
说到转塔车床,必须注意以下关键事实。


在大多数情况下,这 购买设备用于工业用途。 它安装在从事大规模生产的车间,在所有其他情况下,它的使用在经济上是不合理的。
转塔车床的基本特点 提供以更高的速度以高进给率执行元件加工的能力.向切削区提供一种特殊的冷却剂,以防止刀具本身和正在加工的工件过热。

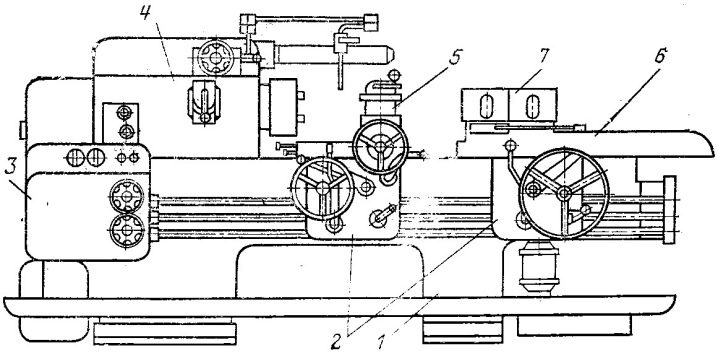
此类设备的所有主要组件都与其他车床类比定位 - 这是确保执行操作数量的原因。通常,此类单元的技术参数提供了快速更换切割面的可能性。
种类
现代制造商提供范围广泛的转塔车床。它们的不同之处在于操作机制、执行的操作范围、设计特征和其他一些特征。让我们更详细地讨论对此类装置进行分类的现有依据。
按工件类型
根据加工产品的类型,机器是 用于墨盒或酒吧工作.大直径的轴固定在弹药筒室中。在酒吧部分,该部分较小,但它们的长度相当可观。

按工件轴心位置
根据被加工工件的轴线位置,可以指定 水平和垂直,以及倾斜的修改.垂直和水平布置的机器获得最大循环,倾斜轴安装的使用频率要低得多。
此外,某些型号允许您倾斜零件以进行小角度的车削或其他操作。


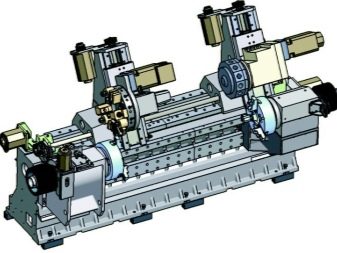
被带到一个单独的组 车床旋转半自动装置。 在处理各种直径的钢筋时需要它们。这种设备的主要特点包括以下特点。
单主轴机, 其中只有一个带有穿孔的锭子来容纳棒材。在这种情况下,孔的横截面相对较小。
附加设备具有节点形式,负责进料并将产品保持在静态位置。


同时,该设计提供了一种装置,用于在操作结束后收回已处理的元件,从而可以实现最大程度的生产自动化。
最好的制造商和型号
国内大部分企业安装标准TRS——1P371、1A365、1H318,以及C193A、1365等.然而,在过去的十年中,有一种趋势是用改进的 CNC 技术版本来取代它们。由于自动化程度和功能性的提高以及加工的卓越精度,CNC 修改具有许多优势。

Berdichevsky 联合收割机提供的 1V340F30 设备以增加的技术和操作特性而著称。该单元通过 CNC 复合体进行控制,其设计包括一个有 8 个位置的头部。 卡尺横向放置,允许处理:
-
单品横截面不超过20厘米;
-
直径最大为 5 厘米的条形产品。

由阿拉帕耶夫斯基机床厂生产的 1P426DF3 单元获得了极大的声誉。 这是一种带有程序控制模块的现代技术。对金属制品的单一、小型和中型生产都有需求。不适合大批量加工。
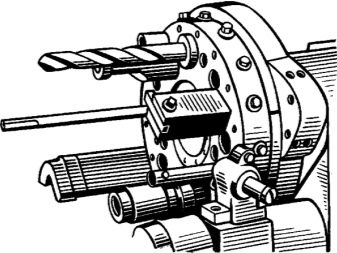
主要特点是十字卡尺上的两个头的位置.其中一个是六角形的,设计用于处理内表面,另一个是圆形的,8 位 - 用于外表面。


此外,近来俄罗斯车削装置市场上出现了大量进口设备,以性能着称。
-
Haas Automation(美国)的 ST 和 DS 装置。 这些机器允许您加工合金钢和不锈钢制成的产品。
-
公司机床GS-200 好办法.


配件
与其他机器一样,转塔车削技术涉及到组件的使用—— 护罩、导管和主轴.迄今为止,制造商提供的型号范围很广,其中的主轴数量可能会有所不同。在此过程中,突出显示了以下关键点。
在工作头轴线水平位置的情况下,卡尺可以绕自身轴线旋转,也可以沿该轴线方向线往复运动。在这种情况下,一次在几个工作位置上进行旋转,其总数往往超过十几个。
随着头部的倾斜和垂直轴,卡尺是传统的或旋转的。
CNC TPC 还包括一个模块,该模块负责执行高精度加工,能够更改头部位置参数。通常它的主要节点被一个特殊的外壳覆盖。这大大增加了操作者的安全性。
正在做什么工作?
如前所述,现代转塔车削装置的技术和操作参数允许您执行各种操作。以旋转体形式呈现的可变产品可以充当空白。 最常见的操作包括:
-
转弯 沿着外表面,而通道是粗糙的或精加工的;
-
切 安装切割元件时;
-
螺纹切削 - 内部和外部;
-
凹槽形成 不同的深度和配置。

除了标准的圆柱形配置外,这些机器还能够处理其他类型的工件。
-
带异型材 - 当使用半自动车铣床时,车削与任何其他加工一样,通过曲线模板或使用复制尺进行。
-
圆锥形 — 处理是通过特殊的复印机进行的。此外,可以通过一次纵向-横向进给的方法获得锥形表面。

紧凑型转塔车削机构可以放在一个单独的类别中。这种设备甚至可以安装在家庭车间。
选择时要考虑什么?
在选择转塔车床时,您需要关注重要的标准。
精度类别 - 要确定使用对设备进行某种修改来加工金属产品的可能性,您需要知道可能达到的精度。绝大多数版本提供 H 类。
零件的最大参数 - 截面、长度以及工作节点之间的布局。
工件材料 - 通常在此类机床上加工铸铁、高碳、低碳或合金钢,允许车削其他合金。
限制每单位时间的转数 - 对尺寸精度和粗糙度有规定要求的工件,只有将零件放卷到一定的速度才能得到。在这种情况下,必须考虑传输的总数。
制造商必须指明在执行高速馈电时隔离节点可以移动的最大速度数据。

电机功率参数及发动机台数 - 通常,在小型装置中,发动机功率较低,因为工件紧凑,每次运行都会去除少量金属。在批量生产中,电机必须承受连续负载。
设备尺寸和重量 - 放置迷你机器要容易得多。此外,大型的需要仔细准备工作底座。
还必须考虑到 机构的运动学方案可能会有所不同.例如,旧式模型的创建方式是为了形成某些类型的螺纹,安装了某些配置的可互换轮子。
保护 - CNC 修改需要安装保护盖。 这样可以最大限度地降低设备运行期间受伤的风险。

在现代车削夹具中,必要设备以及切削表面的安装都以最高精度进行。 在这样的单元中,不需要手动更换刀具——这大大降低了每个零件的加工速度。结果,生产率提高,这意味着加工毛坯的成本降低。同时,这类机器的维修也带来了很多困难。因此,在它们的运行过程中,要特别注意预防性维护,及时发现和排除问题。
设置功能
在开始操作转塔车削设备之前,对其进行调整非常重要。 它包括几个主要步骤。
-
安装用于固定工件的设备, 安装切割和辅助工具。
-
停止设置, 需要引导杆并限制卡尺的运动。
-
安装凸轮控制单元、插头、开关、把手 和其他装置,以获得给定的主轴运动频率和对刀具进行求和所需的速度。
-
测试处理 成对或成对的试验元件,检查它们对后续操作的适用性。
-
和解 如有必要,根据给定项目调整机器上的挡块位置。













评论发送成功。