如何用自己的双手制作快速夹钳?

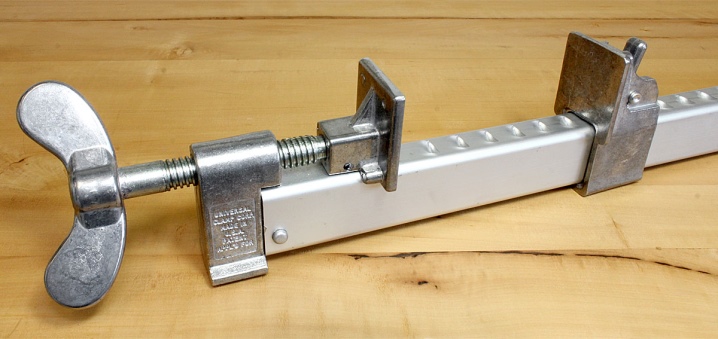
与具有导螺杆和锁紧/导螺母的较重的对应物不同, 快速夹紧夹具可让您在几分之一秒内快速夹紧要加工或完成的零件。


工具特点
在快速夹紧夹具中,导螺杆要么不存在,要么被指定为次要角色。 – 设置工件的宽度(或厚度)范围。
夹具的基础是快速柱塞或杠杆夹,向导执行的工作落在其上。事实是,在标准螺钉夹具中,当固定或释放零件时,需要拧紧或拧下导螺杆,同时施加明显的力。
无需扭转杠杆夹 - 它类似于打孔机或螺丝刀的手提箱上的扣环:一到两次动作,闩锁就会拧紧(或松开)。快速夹钳的简单名称是“夹钳”:轴只设定方向,带杠杆的轮子起到夹钳的作用。


快速夹紧夹具允许您计算夹紧零件所需的力,例如要焊接的零件。通常,主人需要保持直角,夹具将有助于保持直角。
这个设备很容易自己制作。 这是合理的:工业类似物的价格达到 2000 卢布,但事实证明,即使是制造夹具所涉及的少量钢材,其成本也比成品工厂产品便宜 10 倍左右。

必要材料
木匠的夹子可以做成半木制的 - 例如,它的压力垫。工匠们的经验表明,最耐用的工具完全是由钢件制成的。不需要用于制造例如苏联和俄罗斯制造的钳子的工具钢 - 简单的钢也是合适的,从中铸造钢筋、管道、型材和轧制板材。

对于功能强大但结构紧凑的快速夹具,便携且可轻松携带,您将需要:
- 尺寸至少为 30x20 毫米的波纹管;
- 用于家具生产的高架铰链 - 它必须足够坚固,不会在几次工作后断裂,但可以使用一定年限;
- 从磁动力头上拆下的冲孔板;
- 滚子或滚珠轴承;
- 带有同轴位置的轴承的衬套固定板;
- 一块厚度至少为2毫米的钢板;
- 取自旧打孔机或磨床的支架(可拆卸手柄);
- M12 螺柱,带有适当的螺母和垫圈。



您将需要的工具:
- 带有一组圆盘的磨床(金属切割和磨削);
- 带有 2.7-3.2 毫米电极的焊机(通常使用逆变器类型 - 它们很紧凑);
- 带有一组金属钻头的钻头(您可以使用带有适配器的打孔器进行简单的钻头);
- 建筑卷尺、正方形、铅笔(或记号笔)。



收集了必要的库存后,您可以开始组装您的第一个快速夹钳。
制造说明
用自己的双手制作设备底座的步骤如下。
- 参考选定的图纸,从异型管截面切割两个相同的部分(例如,每个 30 厘米)。
- 以 45 度角切割每一块的一端。从锯端的一侧,将家具环焊接到每个部件上。
- 在从扬声器上取下的标记板上钻一个小孔,将套管安装在核心上。在上面安装一个滚珠轴承。
- 从一块与板直径相匹配的钢板上剪下一个垫圈,将其焊接到套筒上。
- 将套筒和芯从内部相互焊接。卷轴机构(轮)已准备就绪。
- 调整轮子,使其位于轮廓的中间。在这个地方焊接轮子。烫伤上部轴承保持架。
- 从同一块钢板上切下两个杠杆,并将它们与车轮上的孔连接,从夹具朝上,孔位于其较低的压缩轮廓中。杠杆打开单独的螺栓。


夹具主体结构已准备就绪。通过旋转轮子,它们实现了工具挤压侧的压缩或稀释。在压缩状态下,垫圈和螺母焊接到车轮上。
钻头或磨床的手柄拧入后者。
要制作夹杆,请执行以下操作。
- 从一块钢板上剪下至少 3 厘米宽的方形条。
- 将这些零件焊接到机加工的螺母上,将得到的零件拧到螺栓或螺柱饰边上。
- 在夹具的末端,以 45 度角切割,钻大孔,将夹具杆的轴焊接到压缩底座上。
- 在这些板条上塞一个罗纹垫。
被种植在孔上,板条没有被压。它们可以旋转到所需的角度。
基于角度的快速释放夹具
要制造另一种版本的快速夹紧夹具,您将需要。
- 一对大小至少为 50 * 50 的角。它们的钢厚度至少为 4 毫米。
- 一对钢钉 - 这些用作夹子。
- 6 个螺母 - 它们将为结构提供所需的移动。
- 至少 2 块钢板。它们的厚度至少为 2 毫米。
- 支架(2 个)。



要制作 BZS 的这种变体,请执行以下操作。
- 以直角焊接两个角。它们之间必须存在技术差距 - 至少 2 毫米。
- 沿支架焊接在每个角的中间。
- 钻一个直径略大于 M12 螺母的孔,在其位置焊接一个螺母。螺柱或长螺栓拧入其中。
- 在螺柱的一端焊接螺母,在此之前将它们连接在一起。

F型快装设计
Cam F 设计更多地由木头制成 – 用于粘合小零件、焊接电子元件,无需特别努力。
该夹具不适用于需要较大夹紧力的管道和安装工作。但是,将木夹件换成钢件,主人将扩大其应用范围。

要做到这一点,请执行以下操作。
- 从钢板(至少 3 毫米厚)上剪下长度为 30 厘米或更长的带材。
- 用异型管(矩形截面,例如2*4厘米)制作可动和固定的夹紧件。它们的长度约为 16 厘米。
- 在它们之间设置直角后,将型材的切割件之一焊接到导轨的末端。
- 在另一块型材上切出一个纵向间隙 - 导轨从其边缘缩进。为其中的销钻几个孔 - 并将它们插入,以便移动部件沿导轨移动而无需显着努力。间隙应为,例如30 * 3 mm - 如果导轨的宽度为2 cm,在最终组装夹具之前(经过技术调整),检查其正确的行程,确保活动和固定夹具部分会合紧紧。
- 在凸轮杆的移动部分切出一个凹槽。它的厚度约为 1 厘米。还要制作杠杆本身 - 使其适合用于它的宽槽的大小,但这样它就可以毫不费力地进入和退出这个通道。杠杆的长度约为 10 厘米,其榫眼通道的长度应大致相同。
- 在距离夹紧面(夹爪)11 mm 处,切出一个窄槽(约 1 mm 厚)。在其末端 - 靠近移动部件的中间 - 钻一个大约 2-3 毫米的小孔(通过),以保护移动部件不裂开。从夹紧部分的末端到这个孔 - 95-100 mm。
- 从钢板(厚度 2-3 毫米)中锯出用于海绵的矩形段。从夹紧侧在钳口上切出一个槽口并将它们焊接到夹具的夹紧部分上。从夹子侧面算起的钳口长度约为 3 厘米。
- 紧靠钳口后面,靠近导轨,根据图案测量从内侧(夹紧)侧切割光滑(抛物线)凹槽。从钳口到这些凹槽的相对面的距离最大为 6 厘米。它们有助于固定圆形和椭圆形截面的零件和结构(例如,管道)。
- 在活动夹紧部分钻一个销孔(距海绵末端和凸轮本身进入的底部边缘约 1.5 厘米)。插入凸轮杆,穿线并锁定销(使其不会脱落) - 这将防止杆丢失。


自制夹子就做好了。将移动部件滑到导轨上,拧紧并重新检查所有三个销。 确保组装的工具准确、清晰地工作.尝试将其夹在圆棒、塑料管或钢型材上。如果夹子很紧,则说明夹子组装正确。
如何用自己的双手制作快速夹钳,见下文。













评论发送成功。