如何选择钻孔丝锥?

现代发展为市场带来了越来越多的新工具,这些工具可以提高生产力并加快生产步伐。组合设备将两个或多个操作组合成一个。在这些创新中,有许多切削工具。 除了钻孔丝锥之外,还有许多其他组合:
- 沉头水龙头;
- 轻按;
- 铰刀抽头;
- 埋头孔铰刀丝锥。
这些类型的工具广泛用于机械工程和其他需要复杂形状和螺纹孔的行业。

这是什么?
钻头丝锥属于组合式切削工具。该工具将两种技术操作合二为一。 钻孔和用丝锥钻切螺纹同时发生。
用于铸件、锻造、冲压等没有现成螺纹孔的场合。
在这种情况下,攻丝钻可节省每次操作单独所需的时间。 在大规模生产中,组合工具可实现操作流程的现代化、提高生产力并缩短实现结果的时间。减少了专用设备的数量,从而降低了产品成本。


种类
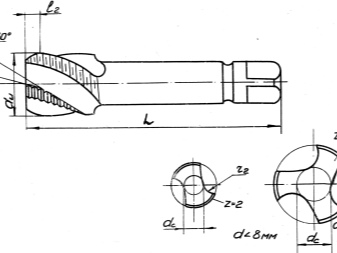
渐进式刀具有多种组合,而且数量还在不断增加。因为 这种钻头同时用于钻孔和螺纹加工,则该装置由两部分组成。 第一个是钻头,第二个是水龙头。这种组合仪器有 2 种类型。
上述类型用于钻孔和获得具有宽螺距的螺纹。 这种操作是在厚度很小的金属上进行的。在这种情况下,对螺纹的精度要求不高,孔是打通的。在这种情况下,钻头的长度为第二级 - 丝锥的 2-2.5 倍直径。

里加设计师开发了另一种组合式丝锥钻头。 这种比第一种强很多,指标也更准确。它可以切割更细的螺距螺纹,提供高质量的工作。钻头的步距是钻孔段长度的一倍半,螺纹可以大转小转。
钻头后的第二步以相同的螺旋形式制成,并辅以切割金属的齿,用作丝锥。 以一定角度布置的工具带增加了其在操作过程中对过载的抵抗力。在这种情况下,切屑的去除更加自由。

该工具需要符合高速进给模式,这意味着要及时降低螺纹加工所需的速度。
不同类型的组合钻头之间的显着差异在于钻头部分的结构。.这部分以经典形式进行 - 螺旋钻。当辅助面的背面做成圆柱体形式时,成品孔扩大。该工具可以带或不带跳线。
这种形状减少了沿轴的应力,从而延长了刀具寿命。缺点是制造和磨刀困难。

另一种类型的钻头是反向内锥。 这种方法有助于在工作流程中使钻头居中。工作后,钻头会留下一个锥形标记,然后在穿线时将其切断。采用钻孔的成型形式,钻孔各种高度和角度的端部倒角。一个明显的优势是您不必使用额外的工具,将时间花在两个操作上。
当然,缺点是钻带负荷大,操作时间长。


由于几何形状选择的复杂性,这种模型也难以制造。它的任务是锐化倒角和钻孔。
制造商生产可拆卸和一体式组合钻头。这种工具可以切割左右螺纹,它由各种金属制成。
尽管有明显的优点,但该工具也有相当大的缺点。 这是一种低质量螺纹,在机器的卡盘中具有刚性固定。与难以加工的金属相互作用时难以设置 - 轴向进给必须与给定螺纹的螺距完全匹配。

选择标准
配合槽之间的标称名称和距离将帮助您正确选择丝锥钻头直径。 为了确定螺纹孔的尺寸,有一些特殊的表格可以很容易地选择工具。 确定尺寸的参数是转弯的方向、类型、间距和形状。
尺寸和公制值的所有参数均由 GOST 19257-73 规定。 对于这些计算,专家使用卡尺。除了piece之外,还有成套的钻丝锥在售,非常方便。


以下视频中的 Aliexpress 网站上的攻丝钻概述。













评论发送成功。