关于木头钻头你需要知道的一切

笔形钻头可用于钻出给定直径的孔,是最受欢迎的工具之一,深受细木工、木匠和其他使用各种材料的工匠的欢迎。 铲钻具有高生产率系数,可让您在工件上快速制作各种直径的圆孔。 不仅可以在木制零件上进行工作,还可以用于处理石膏板、各种塑料、MDF 和刨花板。根据其结构,用于钻孔的笔式工具具有呈杆形式的细长主体,在其末端具有扩大的切削尖端和小的锥形突起。



特点
木材笔钻由工作体和尾部组成。钻孔过程由工作部分精确执行,工作部分看起来像一个扁平但锋利的小刀片。在刀片的末端,严格的中心,有一个小的锥形突起,用于标记工件材料未来孔的中心。 相对于锥形突起,钢笔工具的扩展刀片具有位于其两侧的锋利边缘。
侧刀片以一定角度锐化,其斜度向右倾斜。


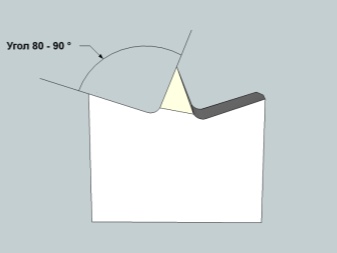
用于钻孔的钢笔工具可以用一个工作面或两个切割面制成。 单面铲钻以75-90°角切削工件材料,而双面刀具模型以125-135°角切削。

在笔式钻头的生产中,制造商遵守工作刀片宽度与其厚度之间经过验证的比例。例如, 对于直径为 5 到 10 毫米的工具,工作部分的厚度为 1 到 2 毫米。 直径为 10 至 20 毫米的钻头的工作部分厚度为 2 至 4 毫米。如果钻孔用钢笔工具的直径超过20毫米,那么它的刀片厚度将在6到8毫米之间。



方面
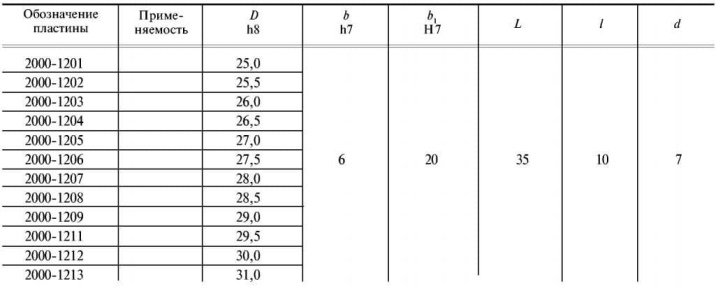
在笔钻的帮助下,可以钻出直径在 5-60 毫米范围内的孔。要执行特定类型的工作,工匠会选择特定的钻头尺寸,但如有必要,您可以购买最流行直径的工具套件 - 这些是 25 和 35 毫米,以及 40、50 和 60 毫米。 这些参数最常用于解决与木工相关的各种问题,以及在家具或其他细木工产品的制造中。 如果要制造的孔的直径大于 60 毫米,则需要使用另一种类型的切削工具 - 圆冠,因为在这种情况下,羽毛钻将无法加工大于其直径的区域.
沿长度方向钻孔的笔形工具尺寸为150mm,在其端部,与工作部分相对,有一个六角形的杆体加工。
这使得可以将钻头固定在螺丝刀或钻头的夹头内,以及使用特殊的六角适配器来执行钻头的可调节延伸。尽管设计简单,但用于钻孔的钢笔工具具有许多积极的品质,并且在分配给它的任务方面做得很好。


处理选项
在选择打大孔的钻头时,专业木匠和喜欢用自己的双手制作木制品的人会根据他们需要打的孔类型来指导。 由木材或塑料制成的毛坯中的孔有以下类型。
- 通过 - 即孔穿过工件材料的整个厚度。各种螺纹元件插入这些孔中。它可以是螺柱、螺栓。此外,如果不制作通孔型,就无法安装门把手或锁具。此外,穿孔还广泛用于家具结构的生产。

- 聋 - 孔只穿过材料中的一定深度,而从工件的反面没有出口。盲孔用于安装门铰链或用于家具产品以安装内部门打开和关闭系统,以及安装把手或锁。

在某些情况下,铲钻可以替代圆盘刀,圆盘刀也用于制作大小直径的孔,但与钻头不同,它的成本要贵几个数量级。
如果工作是一次性的,并且钻头的直径适合所需的孔直径,那么购买昂贵的设备是没有意义的,因为您可以使用价格实惠的钢笔工具进行钻孔。
笔钻适用于电钻和无绳螺丝刀,只需夹入这些工具的夹头即可。

选择技巧
在现代五金店中,有大量的笔钻型号可供选择,根据产品的质量,制造商的品牌和成本有所不同。 选择此工具时,您需要注意以下最重要的参数。
- 形式相称 - 相对于中心锥形突起,钻头的工作部分有两个锋利的刀片。产品的两个部分必须对称并以相同的角度锐化。检查工具是否与包装上标明的钻头直径相匹配会很有用,对于中国制造的产品尤其如此。
- 锐化质量 - 钻头切削刃的工作部分必须刃磨良好,无刻痕、碎屑,并符合技术标准。钻头在生产条件下自动磨锐,看起来非常均匀。
- 存在缺陷 - 应仔细检查购买的工具是否存在隐藏缺陷,这些缺陷可能存在于产品的工作表面和核心体上。本厂生产的钻头无变形、无划痕、无碎屑、无擦伤、无锈迹。


为了不犯错误选择用于钻孔的钢笔工具并购买真正高质量和可靠的产品,专家建议注意它所含金属的颜色。最耐用的钻头的金属具有丰富的深色,这是材料在用热蒸汽处理其表面的过程中获得的。
这种硬化强化了钢合金,使其更能抵抗机械应力。
如果钻头带有钢制深银色阴影,则表明该工具未经过额外加工,这意味着它对机械应力的保护较少,并且其硬度低于深色对应物的硬度。

一些笔钻工具具有明显的金色金属色和闪亮的表面。 当您看到这样的工具时,您应该知道制造商使用氮化钛剥落涂层对其表面进行了处理。 这种涂层显着延长了钻头的使用寿命,同时在操作过程中保持其切削性能,钛保护钻头表面免受机械损伤。钛刀片钻头可以使用特别坚固的材料,在其中钻出给定直径的孔,而不必定期调整或破坏钻头 - 与由无涂层钢制成的传统刀片钻头相比,这样做的频率要低得多合金。


操作规则
为了在使用笔钻进行工作时获得最大效率并延长其操作时间,必须遵守以下规则。
- 在木质表面钻孔应以低速钻头进行,速度不超过 300-450 rpm。应遵守规则 - 钻头直径越厚,其转速应越低。这种方法可以让您获得更好的结果并避免钻头变形。
- 要使用笔钻进行工作,电钻是最合适的,它具有调节功率的能力,而螺丝刀不能总是为钻头提供所需的力和旋转速度。
- 如果钻头的标准长度显然不足以在难以触及的地方打孔,则需要为此使用专门设计的适配器,该适配器固定在电钻的夹头中。
- 在开始钻孔工作之前,仔细测量工件工作表面的截面并标记钻头的工作位置,即安装其锥形突起的点 - 这将是钻头的中心工具工作时正在执行的循环。此外,钻头必须相对于工作平面安装,仅保持 90° 的角度。
- 建议以电钻的低速开始钻孔过程,随着钻头深入工件材料逐渐添加它们。向钻头添加 RPM 将有助于钻头更轻松地切割材料并防止钻头电机过热。当您注意到铲钻已到达工件材料内部所需的深度时,必须停止钻孔过程。


工件上的孔打好后,在其壁龛内,如果不通过,就会以切屑的形式收集大量的材料废料。
它们需要被删除,最好不仅在整个工作周期结束时这样做,而且在它们的实施过程中也这样做——一旦你注意到已经积累了很多筹码。
为此,停止钻孔,从孔中去除切屑,然后将钻头再次浸入形成的凹槽中并继续钻孔至所需的深度水平。


如何锐化?
像任何工作钻一样,钢笔工具需要不时磨尖,因为在钻孔的过程中,该产品工作部分的刀片会变得非常钝,不再能打出整齐的孔。 这可以在不使用复杂技术的情况下完成 - 使用普通平锉或使用带砂轮的小型机器来磨削钢笔形式的钻头。 在车刀的过程中,重要的是要保持切削刃的角度,以及钻头工作部分的刀具形状。此外,重要的是将该位置严格保持在工具的中心,其锥形凸台。

事实是,锥形部分的任何偏差都将不可避免地导致这样一个事实,即在执行工作过程中,这种钻头所钻的孔的中心将被破坏。
如果在工作过程中钻孔笔工具严重变形,那么如果没有特殊设备,您将无法完全恢复其几何比例。因此,如果您手动编辑钻头,花费在该过程中的时间和精力将不会收回成本——这样的工具不再适合工作,将不得不扔掉。 笔钻的成本并没有那么高,因此在这种情况下,最简单的方法是为自己购买新产品。


有关 Irwin Blue Groove 品牌的概述,请参见下文。













评论发送成功。