如何在家里磨金属钻头?

无论钻头是什么——即使是高质量的——经过数百次钻孔循环后,它都会变得更钝,失去工厂给产品本身提供的理想锐化效果。在钻头恢复到以前的锋利度之前,它不会钻出完美的、未撕裂的孔。
什么时候应该磨刀?
在以下情况下需要磨削金属钻头。
- 它从标有核心的点跳下。
- 当您尝试在未标记未来孔的情况下进行钻孔时,无论主人如何努力,钻头都不会抓住所选点的尖端,而是“行走”。
- 钻孔时有跳动、敲击、噪音,变成高频的铿锵声。敲击和振动会使钻头(或打孔器)松动。在用钝钻破坏的机械装置上,不可能用新买的钻头钻孔:新钻头经常会因此而断裂。
- 即使连续运行一分钟后也会过热。高速钢过热会导致其强度性能(粘度、硬度)的丧失,产品将只适用于木工,不适用于金属加工。
- 金属颗粒被撕裂,螺旋碎片消失。
如果发现一个或多个迹象,立即停止钻孔并检查尖端和螺旋边缘的锋利度。

所需工具
任何选定的工具,包括配备电动马达的工具,都应磨削钢铁产品(刀、钻、剪刀等)。第二个要求是在此过程中保持钻头的锋利。磨削钻头的速度和效率取决于设置所需的从尖端边缘磨掉多余钢层的角度以及将产品推向砂轮的速度。 机械化磨刀工具可让您在几分钟内将直径为 3-19 毫米的钻头带入工作状态。 螺旋钻在带有电动机和简单进给系统的特殊或常规机器上进行磨削。这样的机器可以在车库条件下独立组装 - 无需购买专业机器;很多时候,钻孔点的校直是用锉刀、磨石或圆来校直的。



保加利亚语
除了电驱动器本身之外,主人还需要一个用于夹持工件的虎钳。
选择砂轮的粒度,使得肉眼不可能看到由研磨金属的玻璃屑颗粒留下的微槽。

要使用研磨机研磨钻头,请执行以下操作:
- 将钻头垂直夹在虎钳中;
- 研磨后边缘以去除磨损迹象;
- 以 120° 角磨削工作边缘。
不要让钻头连续磨锐超过两秒钟。短时间包括从工作面上去除薄得多的小于 1 毫米的合金层。钻头已准备好再次工作。

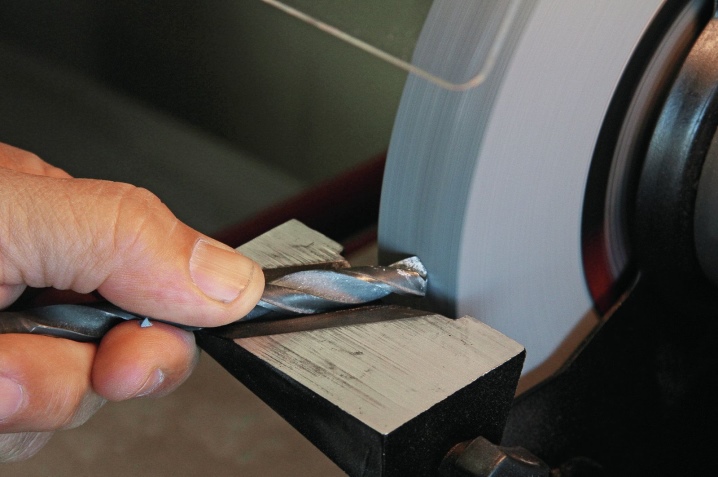
压酒机
磨床以其使用速度和机动性而著称,但主人需要为转动而付出代价,因为它有助于避免受伤风险。即使在磨床上加了保护罩,也有可能会出现圆圈破裂,工具会以每秒数千转的速度短暂卡住。由于机器本身的刚性固定,磨刀器降低了受伤的风险。如果无法确定磨削角度,则可以使用塑料模板,在开始磨削之前将其应用于要车削的表面。为了防止支架偏到一边,它用螺栓固定。 要在磨床上磨削钻头,请执行以下操作。
- 将钻头固定在支架中并打开机器。
- 以 120° 的角度将切削刃带到砂轮上。
- 如果钻头上有凹口和坑洞,请从四面八方磨掉。它们破坏了产品和钻头的对齐,导致后者过度振动。
车削大直径钻头时,由于总热容量增加,钢材过热,从高速车削到普通车削,不适合钻任何其他钢材。


钻头附件
钻头上的喷嘴可让您研磨金属钻头。 这里的行动方案如下。
- 在钻头上安装用于常规钻头的适配器。在简单的电钻上,不太可能需要。
- 在孔中安装所需直径的钻头。
- 启动钻头并在一侧研磨钻头。
- 要转动第二个切削刃,请从同一端用另一侧转动钻头。
钻头附件只会磨削稍微钝的钻头。
切削刃上有坑洼和缺口的产品不能用钻头磨锐。
但是由于相对便宜 - 与其他工具相比 - 在喷嘴上车削钻头很便宜。




文件或文件
该锉刀不适用于加工高速钢,其特点是与其他牌号和牌号钢相比硬度增加。使用原石或金刚石涂层的石头,用手很难保持所需的磨削角度。 使用电动磨刀器。

技术
为了磨削高质量的钻头,需要某些设备。 无论是小型钻头还是大型钻头,都没有关系。 – 技术相同:主要工作由末端的切削刃执行,侧螺旋刃对齐钻孔,将切屑排入螺旋通道。

磨削钻头最简单的方法是套筒,它的内径与钻头本身的横截面直径相等。 套筒以所需角度刚性固定。选择如下——钻头应清晰有力地进入模板,不偏离一个度数。如果钻头出现偏差,则切削刃将无法准确恢复,因此在工作时会“走动”。衬套可以用有色金属管完成,其内径等于最常见的产品直径。

知识渊博的工匠为该设备配备了一根用不同直径的钻头钻孔的木条。
该模板包括一个方便的工具,便于将钻头供应到砂轮进行锐化,并且不允许产品向相反方向移动。制作棒材的木材类型越硬,角度设置就越准确:例如,主人使用橡木棒进给钻头,而在磨刀过程中钻头在其中的摆动被排除在外。 机器 - 例如,相同的磨石 - 可以自制:主要是磨石没有居中,在操作过程中不振动。

正确的角度
角度值由钻孔的钢或其他金属(或合金)的等级决定。 金属或合金的硬度越低,锐角越大。 因此,对于需要钻孔的钢、铸铁和青铜工件,锐角达到 120°,对于塑料和镁等软碱金属 - 85°。


但是对于玻璃和瓷器,角度甚至更哑 - 135°,软青铜和铝合金也需要。
任何种类的木材都需要 130°。 对于不锈钢,115° 就足够了。事实是,容易屈服的金属在短时间内形成更多的切屑,发生过度的摩擦,钻头的温度越来越高。过热会使它变钝——即使是制造钻头的硬化钢在加热时也会释放出来。产品的钢材失去硬度并开始更快变钝。

微调
您可以将可恢复的钻头带回家使用特殊砂轮,该砂轮结合了高速钢的粗磨和细磨。这些车轮包含相对较软的填充物,可消除操作过程中形成的粗糙划痕、凹口和凿痕。它们在不改变切削刃形状的情况下被消除。这些圆盘放在磨床或钻头上,钻头夹在单独的夹具或虎钳上。 如果在圆形的帮助下加工变得粗糙,则使用旋转的金刚砂轮对产品本身进行抛光。

考试
通过测量切削刃长度、刀尖位置、钻头出口通道斜角和纵向刃角的特殊模板可快速检查是否正确磨锐。

底切
如果主人有一个钝的 10 毫米钻头,那么产品从前缘一侧被破坏。任务是增加切削刃的角度并减少前尖端的斜面,使横向边缘变窄。
后者将使工件上的金属或合金在孔的中心更积极地刮擦。
这可以防止最小的钢粒从尖端加速报废,这意味着它可以延长钻头的寿命,从而可以更快地钻孔。 该产品额外以小后角研磨,减少了切割孔中的摩擦力。


建议
普通的钻头是用自己的双手在简单的磨刀器、带大磨盘的锯机、磨床或带喷嘴的钻头上磨削的。但对于加冕的,可能需要一台特殊的机器。事实是 表冠有一个轴 - 主钻,这是一个常规产品。 如果以简单的方式磨锐,则表冠的锯齿状锯齿状边缘将需要机器条件。锥形阶梯钻头也是如此。

不要在没有防护罩和防护屏的情况下磨削钻头 - 钢屑的飞散对眼睛有害。对眼睛的多重伤害,它被芯片堵塞,很难提取它们。
在最坏的情况下,由于眼睛的咸味环境中生锈的钢铁中毒,一个人很容易失去它。 小心不要在没有头盔的情况下钻入天花板 – 落下的切屑也会进入未受保护的眼睛。
选择正确的底切角度。 太“倾斜”的钻头不会钻钢,太“陡峭”——木头、铝、青铜、镁、塑料。错误的角度要么会导致钻头摇晃和孔移动,要么会卡住和断裂。
不要用普通高速钢钻孔玻璃、瓷器、花岗岩、陶瓷、高强度粘土。 对于这些材料,有一个所谓的胜利。 Pobedite合金的强度明显超过高速钢。不要试图钻穿钢化玻璃,因为它会立即破碎。
不要用简单的金刚砂和玻璃化石圆磨削 Pobedite 钻头。 - 对于这些产品,有一颗钻石,就像那些切割石头、砖块和硬化钢的圆圈。以低速磨削钙钛矿钻头。

转动时不要使钻头过热 - 过热的钢将经历回火并变得明显更糟。它将不再是炽热的或高速的(乐器)。
不要在水或其他冷液体中冷却炽热的凿钻 - 由于突然冷却,它会被微裂纹刺穿。在第一次尝试钻孔工件时,产品会立即断裂。
转动时不要偏转钻头。 稍有注意 - 至少在一定程度上 - 会导致转动不均匀,会发生振动,破坏钻头本身并松开齿轮箱和钻头电机。
切削刃的长度彼此不同,最大可达 0.3 毫米。车削小直径钻头时会出现这种限制。

工作部分的长度不应小于一厘米。 如果钻头断成两半,部分切削区域被扔掉,则不要研磨钻头,其工作部分现在不到一厘米。
硬质合金钎焊钻头(例如,带有金刚石涂层的尖晶石尖端)通过与由相同材料制成的实心钻头相同的方式进行锐化。
如何轻松磨刀,见下文。













评论发送成功。