所有关于锐化钻头
专业的建筑工人不断地处理随着时间的推移变得迟钝的不同类型的钻头。几个月后,质量差的切割元件将无法使用。昂贵的品牌设计为其所有者服务了数十年。他们的建造者不想失去,而是将他们送去磨砺。原则上,这是正确的决定,但要恢复钝钻的状态,你必须付出很多。为了不掏空你的钱包,你可以使用自己动手磨刀的建议。


基本规则
每年使用一次钻头的人不会注意到它失去了锋利的事实。但是用这种方法,一个很好的时刻,它根本不会打洞。 在这里,您必须做出独立的决定 - 要么购买新的钻头,要么恢复沉闷的钻头。


在专业设备上磨刀的过程不需要人为的努力,这不能说是靠自己的双手恢复锋利。 但是,在详细了解磨刀规则和过程的复杂性之前,有必要找出钻头很快将无法使用的迹象:
- 切割元件非常热;
- 小金属屑从边缘下方飞出;
- 工作钻头发出的噪音要强很多倍。

应特别注意最后一个特征。 麻花钻钝边与被钻平面之间的摩擦力增大,产生异常响亮的噪音。在这种情况下,必须立即停止工作,否则切削元件会发热,其结构会发生变化,从而根本无法恢复钻头。

此外,建议熟悉一些规则和经验丰富的工匠的指导,这些规则和指导涉及定期锐化钝的定心尖端。
值得注意的是,从提供的信息中可以清楚地看出,您可以用自己的双手恢复钻头。

磨削钻头的过程需要特殊的设备。 在这种情况下,我们谈论的是用于钻头和电锤的研磨机和喷嘴。磨床是配备磨石的设备。钻头和射孔器的喷嘴具有不寻常的尖端形状。通常在私人住宅中有一个微型磨床,因为该设备不仅可用于磨削钻头。

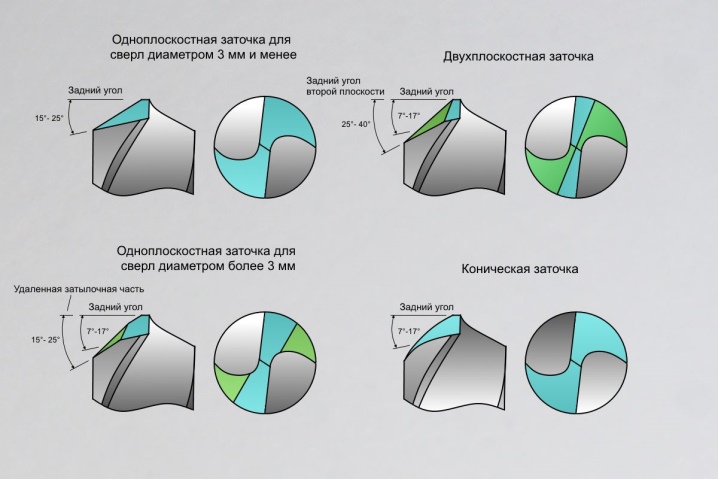
磨刀技术取决于钻头的类型。 今天出售的有锥形、螺旋形、圆柱形、单平面和双平面切削元件。每种类型的切削元件都需要一种特殊的锐化方法,但它们之间的共同点是只有后边缘会被锐化。

手动执行此操作非常困难,但这是可能的。 尤其是在涉及小标本时。小而细的钻头总是用手磨尖,因此,人们掌握了磨削技能,一段时间后就可以整理出大尺寸的切割元件。

单平面类型的钻头与只有一个平面的钻头不同。 根据标准,锐度的倾斜角度范围为 28-30 度。这是需要恢复的部分。这个斜面被带到一个不活跃的磨刀石上。如果石头旋转,钻头很可能会获得错误的角度。双平面钻头以类似的方式磨锐。锐化过程的唯一区别是需要处理两个平面。

恢复锥形钻头时,必须特别小心。 不要破坏边缘的锥形。这就是为什么需要将钻头带到旋转的磨石上,压在切削元件上并通过振荡运动磨削锥体。最重要的是不要将钻头从石头上取下并轻轻一按即可完成整个过程。
磨削钻头过程中的一个重要规则是保持刃口的形状。并非在所有情况下都可以做到这一点,这已不是什么秘密。尤其是在磨削直径为 10 毫米或更小的钻头时。然而,对于这种类型的切削元件,最好只保持后角。

对于直径超过 10 毫米的钻头,磨削专业人员建议不仅磨削平面边缘,考虑到角度暴露,而且还要磨削前平面,这显着提高了结构的技术特性。 这种锐化在钻孔工作中会更有效。

由于前平面的正确刃磨,钻头切削部分的角度变大,从而显着增加了金属元件的耐用性。除了, 边缘的横向长度变小,因此产品没有切孔,而是刮伤。

在锐化过程之后,有必要进行微调。 简单来说,就是去掉磨石机械作用产生的缺口。对于工厂锐化,此过程非常重要。因此,可以提高切削元件的耐磨性水平。在家里,微调并不总是可行的,但如果你有必要的工具,你就不能跳过这个过程。

对于家庭装修,有必要使用由碳化硅或 CBN 制成的石材。 它们可以在任何建筑市场购买。碳化硅石以其绿色而著称。理想情况下,您应该使用粒度为 6、硬度为 M3-CM1 的品牌 63C 的副本。如果选择落在 elbor 的石头上,则需要取一份谷物指数在 6-8 范围内的副本。重要的是要注意,所展示的饰面石必须在胶木粘合剂上制成。

应特别注意阶梯练习。 它们可以作为单独的物品或作为一套在市场上购买。生产的阶梯钻的直径范围为 4-21 毫米。阶梯钻具有高质量和耐磨性,但即使是这些类型的切削元件也会变钝。而且,不幸的是,只能在某些型号中恢复钻头的尖端。

如果我们谈论的是胜利的钻头,那么应该使用金刚石砂轮进行磨刀。

品种
在现代市场上,您可以找到螺旋钻、平面和中心型号:
- 螺旋元素,根据其名称,以边缘的螺旋形状为特征;
- 扁平产品设计用于制造大直径的深孔;
- 中心钻用于中心元件。



随着时间的推移,所有类型的练习都会变得乏味。降低切割元件的锋利度会干扰建筑工作。这意味着产品需要恢复。

迄今为止,已开发出 5 种类型的磨刀钻头。 每种单独的方法都对应于切割元件的材料类型及其工作细节。
- “H” - 这种类型的锐化是通用的。但是,它用于修复最大直径为 12 毫米的钻头。
- “NP” - 在这种情况下,短横杆被削尖。
- “NPL” - 一种磨刀方式涉及延长胶带的横向边缘和宽度。
- “DP”——在专业领域,这种类型的锐化称为“双”。除了横向边缘之外,还有4个边缘以虚线的形式形成。
- “DPL” - 描述与第4种磨刀方法类似,只是增加了胶带的破坏。
锐化角度
之前已经说过,在开始修磨钻头之前,需要计算出切削元件恢复的正确角度。 为了方便找到正确的指标,我们开发了一个特殊的表格,其中第 1 列用数字值表示倾斜度,第 2 列表示用于钻孔的材料。

|
加工材料 |
锐化角度 |
|
钢、铸铁、青铜 |
115-120 |
|
黄铜 |
120-130 |
|
铜 |
120 |
|
铝 |
130 |
|
陶瓷、花岗岩 |
130 |
|
木头 |
130 |
|
魔法 |
80 |
|
硅铝 |
90-100 |
|
塑料 |
90-100 |
错误设置的转动角度会导致钻头和电动工具在操作过程中变热。并且钻孔的质量显着降低。

工具要求
在工业条件下,根据安全规定在专用设备上进行磨刀。 但是,出于家庭目的,已经发明和开发了其他几种设备:
- 配备磨石的机构;
- 机器连接到电源;
- 磨床和钻头(但是,只有在对锐角没有严格要求的情况下才使用它们);
- 钻头的锐化技巧。




每个单独的设备都具有高水平的性能、角度精度和易用性。 他们有一个非常方便的控制系统,即使是业余爱好者也能掌握。所提供的家用设备选项的另一个额外优势是低成本和微型尺寸。

理想情况下,需要使用磨床磨削钻头。 但是,在没有此设备的情况下,您只能使用它的一个磁盘。主要是砂轮的粒度是否符合要求。圆形金刚砂应固定在钻头或磨床上。建议仅将研磨机用作最后的手段。
需要注意的是,锐化切割元件的过程伴随着多种健康风险。因此,在开始工作之前,您应该戴上特殊的眼镜来保护您的眼睛。在磨尖的钻头旁边,有必要放一碗冷水,在其中冷却切削元件。

如何磨削不同的钻头?
据专家介绍,应从切削直径超过 10 毫米的产品开始进行磨刀的独立实践。此类元素的锐化角度为 120 度。手术后,钻头的前部应该是对称的。如果在锐化过程中出现错误,可以立即纠正。
在距切削刃一定距离处,有一个所谓的背面。 它应位于相对于切削刃向下的 1-1.5 mm 范围内。

此外,建议更详细地了解用自己的双手进行锐化过程的理论方面。首先,您需要做一些准备工作。 用黑色毡尖笔在磨石表面上画一条平行于轴旋转的线。
接下来,您需要正确放置钻头。它必须保持明显水平。在这种情况下,毡尖笔所做的标记将位于旋转轴的稍上方。因此,水平放置的工具纵向部分将向左旋转大约 30 度,这将确保获得所需的刃磨角度。

现在我们可以从理论转向实践。 采用钝头钻头。 接下来,您需要找到工具的正确位置。首先,一侧锐化,然后另一侧。在任何情况下,您都不应该着急。工作必须极其小心地进行。如果突然要磨锐的边缘变热并变红,则必须将钻头浸入盛有水的容器中。冷却切割元件后,您可以继续工作。
完成磨削击倒的钻头后,您需要检查结果。 为此,采取钻头,将锋利的工具插入弹药筒。之后,您可以尝试在钢表面上钻孔,其厚度为 8 毫米。如果钻孔没有困难,那么锐化过程进展顺利。



事实上,有很多方法可以锐化切削元素。 每种单独的方法都涉及不同材料的钻头加工。对于铝、铜甚至不锈钢,都使用麻花钻,按照通用双“方法”进行研磨。磨削点焊钻头是由磨床完成的。直径小于 4 毫米的小钻头完全由手工打磨。顺便说一句,如果有必要,您可以自己在刀具下磨旧钻头。
很遗憾, 不是每个人都能用自己的双手第一次磨钝的钻头.但是只要有一点耐心,您就可以取得积极的成果。


具体的
在混凝土钻头中,只有后表面被磨尖。对于修复,应使用双平面或锥形方法。
首先,您需要熟悉锥形磨刀方法。 切割元件必须插入研磨设备的棱镜中,该棱镜围绕其轴线移动。接下来,配置设置。锥体的轴线应与钻头的轴线成 45 度角。剩下的只是激活设备并等待工作结束。锥形方法用于使切削元件的后角急剧增加。

要使该过程自动化,建议使用螺钉方法。 它的特点是平移运动,与砂轮的旋转相协调。值得注意的是,这种方法允许您同时锐化切割元件的前角和后角。

木制品
首先,你需要记住——这个工作过程非常复杂。从第一次开始,就没有人能正确地在木头上磨钻。 要开始对这种切削元件进行自我修复,您应该使用磨损的工具进行练习。
这项工作的主要难点在于,即使一个错误的动作也会导致钻头损坏。 这就是为什么有必要严格遵循规定的说明:
- 应在工作场所附近放置一个盛有水的容器;
- 获得 45 度角很重要;
- 钻头必须保持在磁盘的最末端;
- 为了使磨刀过程顺利进行,您需要将切割元件放入垫圈中;
- 边缘需要稍微折叠几毫米并监控它们的均匀度;
- 当磨刀过程接近其逻辑结论时,有必要减慢机器速度;
- 在工作结束时,需要冷却切割元件并检查其性能。

对于金属
金属磨刀的原理并不是特别难,但还是需要耐心的。您需要用左手拿起工具并将其放在工作底座旁边。您需要用右手抓住钻头的尾部并开始旋转圆盘。边缘的背面被带到旋转部分。在轻微的压力下,您需要转动钻头。同时,始终保持适当的倾斜度。切削刃具有相同的长度和相同的角度是非常重要的。
剩下的只是检查磨尖的钻头。

下面的视频中提供了一种磨削钻头的简单方法。













评论发送成功。